Во время длительной эксплуатации дисковые пилы с твердосплавными напайками могут потерять свои первоначальные качества. Но это не означает, что следует приобретать новый режущий инструмент. В большинстве случаев заточку можно выполнить в домашних условиях, используя любой подходящий станок.
Необходимость заточки пилы
Для начала следует определиться – нужно ли выполнять заточку или нет. Существует несколько явных признаков, указывающих на актуальность выполнения этой процедуры. Если их проигнорировать, то в дальнейшем диск может стать неремонтопригодным и послужит причиной выхода из строя дорого станка.
Преимущество использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки твердых пород дерева. Наплавки изготавливаются из стали 9ХФ, 50 ХВА, 65Г и аналогичных им составов. Они отличаются высокой твердостью, но при этом при значительной эксплуатации возрастет вероятность их поломки.
Своевременная заточка дисковых пил станком своими руками выполняется при следующих явных признаках:
- повышение нагрузки на двигатель. Причиной этому является ухудшение заточки и как следствие — силовому агрегату необходимо больше мощности для разрезания древесины. Если в конструкции двигателя не предусмотрены защитные реле – возможен выход его из строя;
- ухудшение качества распила. Первым признаком является увеличение ширины реза, а также образование сколов и неровностей по его краям;
- увеличение времени обработки заготовки. Для формирования реза требуется больше времени, чем обычно.
Лучшим способом является периодическая проверка состояния диска с напайками по дереву. Для этого потребуется временно оставить станок и демонтировать режущий инструмент. Если его геометрические параметры не совпадают с изначальными – необходима заточка.
Как определить угол заточки дисковой пилы

Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Дополнительно рекомендуется сравнить полученные данные с эталонными. В пилах для продольного формирования среза передний угол обычно равен 15°-25°. Для поперечных моделей этот показатель колеблется от 5° до 10°. В универсальных моделях передний угол составляет 15°.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов.
Способы заточки дисковых пил

Для формирования новой режущей кромки можно использовать любой заточной станок. Важно изначально правильно выбрать наждачный круг и с его помощью наточить кромку. Для этого необходимо использовать корундовые или алмазные модели.
Оптимальным вариантом является применение специального оборудования, предназначенного для выполнения этой работы. Но из-за его высокой стоимости во многих случаях его приобретение нецелесообразно. Альтернативным способом является использование точильного станка с возможностью изменения угла расположения корундового диска.
Ни в коем случае нельзя делать заточку вручную самому. Во-первых — это займет очень много времени. Во-вторых – полученный результат не будет соответствовать стандартам. В случае отсутствия возможности выполнить заточку пильного диска по дереву самостоятельно рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка пил циркулярных своими руками выполняется по следующим правилам:
- основная деформация происходит на верхней кромке зуба. Происходит округление граней от 0,1 до 0,3 мм. Именно с этого места необходимо начинать обработку;
- заточка выполняется по передней и задней кромке. Это обеспечит возможность повторной процедуры до 25 раз;
- величина съема не должна превышать значение 0,05-0,15 мм;
- уровень обработки передних и задних граней должен быть одинаков.
После того как заточка дисков по дереву завершится – рекомендуется ее довести мелкозернистой наждачной бумагой. Это можно сделать вручную или с помощью специального станка.
Специалисты советуют применять специальные корундовые диски, торцевая поверхность которых имеет паз специальной формы. Он облегчит выполнение процедуры.
Способы увеличения срока службы пильных дисков

Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.

В видеоматериале показан пример станка для заточки дисков, сделанного своими руками:
Чертежи и геометрия зубьев
Заточка дисковых пил должна проводиться чётко с соблюдением норм и требований к геометрии зубцов каждого отдельного диска. Чтобы правильно заточить дисковую пилу своими руками, необходимо знать форму зуба и его геометрию.
Дисковая пила является очень востребованным инструментом. Для того чтобы она была максимально эффективной, ее нужно регулярно затачивать.
Затачивать дисковую пилу можно как с помощью специального станка, так и с помощью подручных средств.
Точить дисковую пилу можно самостоятельно, если придерживаться инструкции, то ничего особенно сложного в этом нет.
Что для этого понадобится?
- Тиски.
- Брусок из дерева.
- Напильник.
Нужно учитывать, что в правильной и своевременной заточке нуждаются все дисковые пилы, но те, которые не обладают повышенной мощностью, должны затачиваться особенно тщательно. Дело в том, что тупой диск способствует повышению нагрузки на электрический двигатель. Это становится результатом того, что он просто быстро перегревается, и работать инструментом становится невозможно, так как он выходит из строя.
Дисковая пила нуждается в срочной заточке, если у нее имеются следующие признаки:
- При пилении нужно прикладывать значительные усилия.
- Края пропила начинают подгорать, начинает появляться неприятный запах, от зубьев пилы появляются темные пятна.
- Защитный кожух нагрева начинает очень быстро нагреваться (может даже появляться дым при работе таким инструментом).

С помощью напильника заточивается каждый зуб. На каждый из них приходится одинаковое количество движений и равные нажимы.
Точить дисковую пилу нужно начинать с поверхности, которая находится сзади. Именно эта часть во время осуществления рабочего процесса обращается к материалу, который обрабатывается. Предпочтительнее всего точить диск непосредственно в станке, но вполне допускается и такой вариант, когда для процесса заточки его необходимо вынуть.
Когда нужно заточить пилу в агрегате, шнур вытаскивается из розетки (это необходимо сделать в целях безопасности, чтобы агрегат случайно сам не запустился). Нужно подклинить диск, при этом с обеих сторон подкладываются деревянные бруски, они плотно прижимаются к зубьям пилы.
Маркером нужно отметить тот зуб, который будет затачиваться первым. Когда осуществляется заточка первого зуба, необходимо запомнить количество движений, совершаемых напильником. Это делается потому, что все последующие зубья необходимо затачивать с аналогичными усилиями и количество движений должно быть при этом таким же.
Так как правильно затачивать дисковые пилы? Если диск для заточки снимается со станка, то его необходимо зажать в тисках (для этого целесообразнее всего использовать деревянные плашки). После этого необходимо выполнить такие же процедуры, которые были описаны выше. Когда затачиваются зубья, диск нужно предварительно поворачивать в тисках. Делать это гораздо легче, чем может показаться на первый взгляд, нужно только соблюдать правила техники безопасности, иначе все это может привести к самым негативным последствиям.
Вернуться к оглавлению
Что нужно учитывать при заточке пилы?

После процедуры дисковую пилу необходимо проверить на равномерную заточку на куске дерева.
После того как заточка всех зубьев подошла к концу, диск вставляется аккуратно в станок. Потом станок включается в сеть и ненужный деревянный брусок распиливается. Если при этом наблюдается сильный шум или материал подается неровно, то нужно обязательно проверить, насколько соответствуют друг другу зубья по высоте. Делается это следующим образом: к режущей кромке нужно поднести маркер, диск проворачивается на полный оборот в сторону, которая обратна направлению вращения. Потом диск следует осмотреть самым внимательным образом. Каждый зуб после этого будет иметь отметину, благодаря чему можно выявить те зубья, которые отличаются друг от друга по высоте. Высота длинных зубьев аккуратно выравнивается при помощи напильника.
Дисковая пила более качественно затачивается на специальном точильном станке, но для домашних мастеров такой способ заточки далеко не всегда является доступным. Поэтому большей популярностью пользуется способ заточки дисковой пилы, осуществляемый в домашних условиях.
Необходимо еще раз отметить то обстоятельство, что такой процесс ни в коем случае нельзя затягивать, так как в противном случае инструмент просто быстро выйдет из строя. И ремонтные работы могут обойтись очень недешево, поэтому лучше все изначально сделать, потратив на это небольшое количество времени.
Дело в том, что такой инструмент с большой натяжкой можно назвать дешевым, поэтому, купив его один раз, нужно приложить все усилия для того, чтобы он служил как можно дольше. И сделать это не сложно, нужно просто регулярно ухаживать за таким инструментом и тогда никаких проблем не будет.
Заточка пильных дисков необходима для любого инструмента, используемого для обработки древесины. Она производится в случае снижения качества распила и требует соблюдения основных правил, так как на период эксплуатации пилы влияет и грамотность исполнения заточки.
Правила
- Плоскогубцы могут выступать в качестве инструмента для отгиба, но в этом случае необходимо следить за положением всех зубьев, иначе диск окажется испорченным и не обеспечит должную обработку древесины.
- В ходе работ удерживающие бруски должны плотно прилегать к диску, а поверхность оставаться в неизменном положении.
- Для того чтобы заточка пильных дисков выполнялась правильно, расположение детали должно обеспечивать свободный просмотр всех зубьев.
- В качестве основного инструмента выступает, как правило, станок, но иногда возникает необходимость в снятии диска и его закреплении в тисках.
- Перед изменением угла предварительно подготавливается подходящий инструмент и ставятся отметки.
Подготовка
Перед началом работ необходимо обесточить инструмент, деталь которого утратила прежние характеристики. Диск плотно фиксируется при помощи специальных брусков, которые размещаются по обеим его сторонам. Для всех зубьев ставятся отметки на полотне, при этом в процессе прикладываются равные усилия и идентичное количество движений инструмента. Так можно произвести качественную, равномерную обработку диска.
Деталь устанавливается обратно после достижения необходимого вида и проверки углов заточки. Далее необходимо сделать пробный распил на станке и удостовериться в качестве проведенных работ. Важно, чтобы все зубья размещались на одной плоскости, в ином случае перемещение бруска будет неравномерным, а работа станка будет сопровождаться характерным шумом. Также это возможно в случае если некоторые зубья требуют корректировки.

Разводка
Если заточка пильных дисков выполняется самостоятельно, стоит помнить про развод кромок, при котором все зубья постепенно отгибаются в различные стороны, но расстояние между ними остается одинаковым. Эти действия можно выполнить при помощи специального инструмента под названием разводка, он обеспечивает равномерный отгиб в средней части всех элементов. После проведения такой процедуры пила приобретет более свободный ход, а ширина пропила станет больше.
С учетом того, что пропил производится не самим диском, а его кромками, которые постепенно снимают слои древесины, становится ясно, что с увеличением развода зубцов снижается вероятность заклинивания, а пропил приобретает большую ширину. Стоит отметить, что в этом случае для работы инструмента приходится прикладывать больше усилий. При отсутствии специальных приспособлений многие пользуются для разведения зубьев, но такая методика имеет множество ограничений и подходит не для всех пил.
На вид разводки в первую очередь влияет порода древесины, которая впоследствии будет обрабатываться. К примеру, для получения ровного распила без каких-либо недочетов и выступов на мягкой породе требуется большая разводка. Желательно, чтобы зубья отклонялись в выбранную сторону на 5-10 мм. Заточка пильных дисков по дереву производится только после осуществления разводки, иначе зубья окажутся непригодными для использования из-за возникшей деформации.

Выбор угла
Предназначение пилы, то есть тип подходящих материалов, определяет необходимые углы заточки. Относительно большое значение используется для элементов продольного пиления (в пределах 25 градусов), для пил поперечной обработки данный параметр составляет 5-10 градусов. Угол заточки пильных дисков универсального вида (используемых для продольного и поперечного пиления) составляет 15 градусов.
Помимо направления обработки, также должна учитываться плотность материала, подлежащего распиливанию. С уменьшением плотности возрастает значение переднего и заднего угла, то есть зуб становится более заостренным. Параметр переднего угла может быть также отрицательным, это необходимо для работ с пластиком и цветным металлом.
Когда требуется заточка пильных дисков
Чтобы узнать, когда нужно заняться дисковой пилой, можно подобрать небольшую деталь, плотность и качество которой соответствует материалам, используемым для работ. Далее необходимо распилить брусок. Диск не требует обработки в случае, если образуется ровный рез, пила идет легко и не издает шум во время работы. В обратной ситуации нужно наточить диск в домашних условиях или, при отсутствии специального инструмента, обратиться в мастерскую. Стоит отметить, что данный процесс должен производиться в соответствии со всеми правилами и с учетом техники безопасности. Перед этим нужно определиться с требуемым углом и формой зубьев. Также существуют дополнительные факторы, свидетельствующие о необходимости в заточке:
- в процессе обработки древесины чувствуется запах гари и образуется нагар на самом пропиле;
- мотор начинает перегреваться и способствует нагреву кожуха устройства;
- требуются большие усилия для перемещения диска.

Что нужно знать
Заточка пильных дисков (СПб) сегодня производится многими фирмами, но не все способны обеспечить качественный результат. Проблема заключается в том, что данный процесс требует оснащения дорогостоящими инструментами и знания всех аспектов и особенностей столь кропотливой обработки. Мастера должны иметь опыт в данной сфере и соблюдать все нюансы и этапы работ. К примеру, на угол заточки влияет не только используемый инструмент, но и сам диск, в частности материал, взятый за основу при производстве.
Должна иметь угол, соответствующий типам поверхностей, используемых для работ. Оборудование может работать со значениями в пределах 45 градусов. Особую роль имеет соблюдение установленного угла наточки, подходящего для обработки определенного материала. Только при учете всех рекомендаций и правил работ можно увеличить срок эксплуатации режущего элемента.

Заточка твердосплавных пильных дисков
Обработка таких элементов имеет несколько сложных этапов и производится на специальном оборудовании, которое представляет собой станок для наточки с расширенными функциональными возможностями. В частности, он должен обеспечивать охлаждение обрабатываемой зоны в виде подачи специального состава и проведение работ в автоматическом режиме. Подобное оборудование, как правило, оснащается контроллером, предназначенным для выявления количества зубцов и осуществления заточки самого диска с выбранным количеством циклов. Также на станках присутствует магнит, необходимый для закрепления пилы и предотвращения ее перемещения в процессе обработки. Для наточки используется на поверхность которого нанесено алмазное напыление. Станок для заточки пильных дисков, помимо этого, оснащается электромотором для автоматизированного перемещения пилы и выполнения обработки на необходимом участке.

Оборудование для обработки пил с напылением из алмазной крошки
Такие станки должны иметь конструкцию, дополненную литым надежным основанием. Так обеспечивается высокая точность обработки дисков, которые изготовлены из материалов с особой прочностью. Также на них присутствует фиксатор с высоким уровнем наклона. Основание дополняется специальными элементами из резины, снижающими вибрации, которые могут ухудшить качество выполняемых работ. Благодаря этому дополнению снижается уровень шума, возникающего в процессе обработки. Регулировка на оборудовании производится вручную, при этом диски с алмазным напылением, применяемые для наточки пил, увеличивают качество полученного результата и продлевают срок эксплуатации инструмента.
Что нужно учитывать при обработке
Принцип работы диска для наточки имеет свои особенности, так же как и его структурное исполнение. В основе материалов для его изготовления лежат соединения азота и бора, которые увеличивают не только точность обработки, но и устойчивость к высоким температурам, которыми характеризуется сам процесс. Необходимо учитывать, что круги имеют различные диаметры и подходят к разным инструментам и типам материалов, поэтому нужно тщательно подбирать необходимую модель в соответствии с имеющимся инструментом, подлежащим обработке.

Особенности
Заточка пильных дисков в Москве производится на различном оборудовании. Обработка может осуществляться полуавтоматически, то есть без участия человека, в задачу мастеров входит только установка деталей на станок и их снятие. Чаще всего встречается разновидность оборудования, на котором наточка производится в ручном режиме. Оно отличается легкой регулировкой благодаря оснащению в виде рычагов блокировки, а точное соблюдение необходимого угла заточки производится при помощи специальных фиксаторов. Главная особенность заключается в линейном способе подачи. Так достигается качественная обработка как задних, так и передних зубьев. Благодаря дополнительной функции станков, заключающейся в диагональной наточке кромок, упрощается эксплуатация пилы и улучшается качество получаемого реза. Выбирая диск для в первую очередь нужно учитывать степень зернистости. Изделия с мелким зерном обеспечивают минимальную обработку цепей, в то время как крупнозернистые удаляют достаточный слой материала. На стоимость таких дисков напрямую влияет известность изготовителя, качество основы и разновидность изделия.
Строительство частного дома будет сложным и длительным без применения современных инструментов. Большую популярность у строителей завоевала циркулярная пила, превосходящая прочие виды пил по дереву своей точностью и чистотой распила.
Схема станка для заточки дисковых пил и ножей.
Поскольку данный электроинструмент относится к активно эксплуатируемым и потому достаточно быстро изнашиваемым приспособлением, заточка дисковых пил своими руками приобретает очень большое значение.
Инструменты для заточки дисковых пил
Чтобы правильно заточить дисковую пилу, нужны такие инструменты, как:
- напильник;
- монтажные тиски;
- брусок из дерева;
- цветной маркер.
Вернуться к оглавлению
Какие признаки подскажут о том, что надо наточить пилу?

Рисунок 1. Схема зуба пилы. Плоскости: а- передняя, б — задняя, в — две боковые. Кромки для резки металла: 1 – главная, 2, 3 – дополнительные.
Затачивать дисковую пилу надо только тогда, когда в этом возникает необходимость. А о том, что такой момент настал, просигнализируют 2 четких признака. В частности, срочное затачивание дисковых пил по дереву требуется, если:
- На предохранительных кожухах пил в районе электродвигателя ощущается сильный нагрев. Иногда такое повышение температуры сопровождается появлением из-под кожуха дыма.
- Для получения хороших результатов работы на дисковую пилу приходится сильнее прежнего давить.
- В результате работы затупленных зубцов пил по дереву на пропилах в древесине фиксируется появление темных отметин, следов нагара. Возможно распространение характерного запаха горелой древесины.
Вернуться к оглавлению
Виды режущих зубьев
Чтобы лучше понять, как производится правильная заточка дисковых пил, следует разобраться в особенностях и строении той части диска, которая производит распил дерева. Этой главной частью являются режущие зубья.
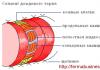
Все зубья производятся из твердосплавных металлов. Каждый из них (рис. 1) имеет 4 рабочие плоские поверхности: передняя (а), задняя (б), а также две боковые плоскости (в). Они играют вспомогательную роль. Одна главная (1) и две дополнительные (2 и 3) кромки для резки материала образуются на линиях пересечения указанных рабочих плоскостей.
В соответствии с конфигурацией все режущие зубья дисковых пил делятся на следующие разновидности:

Рисунок 2. Схема угла заточки.
- Прямые зубья. Чаще всего применяются для ускоренного продольного распиливания. Не рассчитаны на идеальное качество пропила.
- Скошенные (косые) зубья. Характеризуются наличием на задней плоской поверхности зуба углового обреза с левой или правой стороны. Иногда на диске зубья с разными сторонами скоса чередуются и тогда они называются попеременноскошенными. Такие элементы применяются для резки не только древесины, но и ДСП, различных пластмасс. При большом угле скоса обеспечивается качественное пиление без сколов на кромках пропила.
- Трапециевидные зубья. В сечении режущей поверхности имеют вид трапеции. Благодаря такой конфигурации долго не тупятся. Часто на диске чередуются с прямыми зубьями. В этом случае трапециевидные элементы осуществляют черновое распиливание, в то время как прямые производят чистовую обработку.
- Конические зубья. Имеют конусообразный вид. Обычно выполняют вспомогательные функции предварительной надрезки ламината. Такими зубьями обрабатывают указанное напольное покрытие для недопущения сколов при разрезании ламинатных панелей основной пилой.
Вернуться к оглавлению
Принципы и углы заточки дисковых пил

Рисунок 3. Схема стачивания металла на зубьях пилы.
Рабочие части циркулярных пил затачиваются по 4 главным углам заточки. Эти углы (рис.2), как и форма режущего зуба, являются основными техническими параметрами диска.
Итак, каждый зуб циркулярки характеризуется передним (γ), задним (α) углами, а также углами среза передних и задних поверхностей (ε1 и ε2). Величина указанных углов зависит от назначения распиливающего устройства, распиливаемого материала и направления пиления.
В частности, пилу для продольной резки затачивают под относительно большим передним углом (от 15° до 25°). Показатель заточки переднего угла для поперечного распиливания находится в пределах от 5° до 10°. А вот универсальный вариант, выполняющий обработку материала во всех направлениях, традиционно затачивается под углом в 15°.
Кроме того, на указанные углы влияет и степень твердости разрезаемых объектов. Их величины находятся в строгой зависимости: чем тверже материал, из которого состоит та или иная заготовка для распиливания, тем менее заостренными должны быть режущие зубья.
Главный принцип затачивания зубьев твердосплавных пил основан на том, что при длительной эксплуатации самый значительный износ происходит на верхней режущей кромке. В результате интенсивного использования ее линия может округлиться до 0,3 мм и более. Что касается плоскостей зуба, то больше всего износ фиксируется на передней поверхности.
Правильное затачивание режущих элементов должно обеспечивать такой вид кромок, при котором радиус их скругления не превышает величины в 0,2 мм. Для этого рекомендуют параллельно стачивать металл на передней и задней плоскостях зуба (рис. 3). Такой способ можно считать оптимальным. Можно точить одну только переднюю плоскость, однако в этом случае на такую операцию уйдет больше времени, к тому же сам зуб быстрее сточится из-за необходимости убирать больше металла с передней поверхности.
Стандартным слоем стачиваемого металла считается 0,05-0,15 мм.
Как заточить пильный диск, если нет, не то чтобы специального оборудования, а элементарных приспособлений – тисков и напильника? Ответ на этот вопрос кроется в посещении мастерской, для которой заточка пильных дисков – это часть повседневной работы.
Заточка пильных дисков в Москве
Затупившаяся дисковая пила - причина плохой обработки материала, а заточка пильных дисков в Москве позволит устранить эту проблему. Если дисковая пила заточена неправильно, то это особенно опасно для агрегатов, наделённых маломощным двигателем. Ведь, работая с большим напряжением, он будет постоянно перегреваться и может выйти из строя.
Чтобы правильно заточить дисковую пилу, нужно знать углы заточки пильного диска, а для этого потребуется станок для заточки пильных дисков, который особенно уместен в случаях, когда обработке подлежат материалы из твёрдых сплавов. Вот почему обращение к высококлассным специалистам, досконально знающим своё дело, более чем предпочтительно.
Профессиональная заточка пильных дисков – цена услуги
Многих людей волнует вопрос: в какую сумму обходится профессиональная заточка пильных дисков – цена услуги. Здесь многое зависит от вида заточки (прямая или косая), а также от материала, из которого изготовлены напайки дисковой пилы. В любом случае, покупка подобных изделий обходится в разы дороже, чем их заточка. Вот почему заточка пильных дисков, цена которой весьма демократична, — это лучшее решение.
Где заточить пильный диск в Москве? Ответ на этот вопрос кроется в нашем номере телефона, который нужно просто набрать каждому, кому требуется такая услуга. Огромный опыт работы и специальные познания в области заточки различных инструментов – это то, что отличает профессионалов от дилетантов. Поэтому все, кто ценит качество, могут смело обращаться в нашу компанию.