Ленточная пила — неотъемлемая часть любого ленточнопильного станка. При постоянной интенсивной нагрузке инструмент непременно следует затачивать. Сделать это можно в специализированных центрах, потратив значительный процент времени и средств. Но можно и самостоятельно, руководствуясь рядом нехитрых правил.
Разновидности ленточных пил
Визуально ленточные пилы практически не разнятся между собой. Единственное различие, которое может заметить только мастер, это вид зубьев, который подбирается в соответствии с типом распиливаемого материала. Разнообразие пил по дереву условно можно разделить по основным категориям:
- столярного типа;
- делительного;
- распиловочного.
Исходя из проводимых работ выбирается соответствующий инструмент с подходящим типом зубьев.
Ленточные пилы могут быть с разнообразной геометрией зубьев: на нее влияют тип и свойства распиливаемого сырья. Основное правило эксплуатации: чем тверже и плотнее распиливаемый ленточной пилой материал, тем меньшим должен быть передний угол зубьев изделия, а также их шаг.

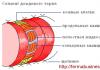
Рисунок 1. Схема развода зубьев поперечной и продольной пилы.
Так можно улучшить качество работы изделия и продлить его срок эксплуатации.
Для распила тонкостенных поверхностей можно использовать пилу со стандартным или малым шагом зубьев, адаптированным под работу с данными материалами. В том случае, если для этих целей используется пила с крупным шагом зубьев, риск ее выхода из строя существенно возрастет. Такой инструмент целесообразнее будет использовать для толстостенных поверхностей из металла или дерева, надежно закрепленных перед началом работ.
Вернуться к оглавлению
Как правильно заточить пилу?
Для того чтобы правильно заточить ленточную пилу, необязательно обращаться за помощью к профессионалу. Достаточно лишь вооружиться основными правилами осуществления данной процедуры, подготовить необходимые инструменты и вспомнить основы техники безопасности:
- Заточка ленточных пил осуществляется с помощью специального круга, подбираемого исходя из твердости зубьев инструмента. В зависимости от технических особенностей пилы подбирается и форма заточного круга (плоская, профильная, в виде тарелки или чашечная).
- Перед началом заточки точильный круг следует проверить на способность равномерно снимать металл по всей поверхности зубьев.
- Заточка должна осуществляться без рывков и резких движений, чтобы сохранить первозданный вид и высоту зубьев.
- В механизме точильного круга непременно должна быть охлаждающая жидкость, что сможет исключить возможность перегрева механизма, а также обеспечит более точную заточку ленточных пил.
- После того как обработка поверхности пилы будет завершена, необходимо проверить, не осталось ли на ней цепляющих элементов. Если же такие моменты обнаружены, их можно удалить с помощью шлифовальной машины или того же точильного круга, если поднести к нему ленточную пилу под определенным углом.
Проводимые работы должны проводиться исключительно в респираторе или маске!
Вернуться к оглавлению
Виды заточки пил

Заточка ленточной пилы зачастую осуществляется по двум основным направлениям: полнопрофильное — с помощью профессиональных станков — и заточка граней самих зубьев.
Первый способ по праву считается наиболее точным, ведь все действия выполняет автоматизированный механизм. Для того чтобы безупречно заточить пилу, потребуется лишь правильно подобрать эльборовый круг, являющийся основой точильного станка, все остальное он сделает самостоятельно. Единственный недостаток такой процедуры — ее высокая стоимость, ведь в своем распоряжении необходимо иметь не только сам станок, но и набор эльборовых кругов, походящих под все варианты ленточных пил.
Второй способ, акцентированный лишь на зубьях пилы, предполагает как ручную обработку, так и заточку на профессиональном инструменте. Первый вариант предполагает только наличие гравера и мастерство того, кто затачивает. Его движения должны быть быстрыми и точными, чтобы избежать порчи металла. Выполняя такие манипуляции впервые, рекомендуется предварительно отточить свое мастерство на простом листе металла. В противном случае можно попросту испортить инструмент. Оптимальный вариант — пройтись по задним и передним граням ленточных пил по дереву, однако большинство мастеров пренебрегает данным условием. Для корректного функционирования инструмента достаточно и заточки лишь задних граней, а реализовать это будет намного проще и удобнее. Заточить передние грани без труда можно в том случае, если речь идет о работе на станке. Здесь, как и в случае с полнопрофильной заточкой, достаточно лишь правильно подобрать форму и размер точильного круга.
Вернуться к оглавлению
Разводка ленточной пилы

Обыкновенной заточки порой бывает недостаточно для того, чтобы получить хорошую ленточную пилу. Не последнюю роль в этом вопросе играет и степень отгиба зубьев изделия — разводка. Суть процедуры заключается в снижении силы трения и обеспечении свободного движения распиливаемой поверхности между зубьев.
Наиболее распространенная разводка — стандартная — предполагает, что все звенья пилы попеременно отгибаются в разные стороны не более чем на 0,4 мм. Выполнить ее можно и в домашних условиях, проследив, чтобы угол отклонения зубьев был примерно одинаковым.
Второй вид разводки — защищающий, практически никогда не реализуется самостоятельно в домашних условиях, поскольку суть процедуры заключается в том, чтобы отогнуть два зуба под разным углом, оставив третий нетронутым. Аналогичной по сложности считается и волнистая разводка, полностью оправдывающая свое название. Звенья мягко отгибаются в одну сторону, образуя между собой своеобразную волну, плотно примыкая друг к другу.
Выполняя разводки собственными силами, мастер должен учесть и то, что различные виды пил требуют к себе кардинально разного подхода. К инструментам обычно идет инструкция, которую дает их производитель, указывая там плотность металла и рекомендуемый угол отклонения. Зачастую он ограничивается диапазоном в 30-60%, однако для некоторых изделий возможны и другие значения.
Выполнить такую разводку можно с помощью специального разводного устройства, имеющего вид, показанный на рис. 1.
Работать в нем можно по представленной выше схеме, предварительно выставив на индикаторе требуемый режим и разводя зубья в разные стороны с помощью ручного рычага.
Возвратное действие к исходному состоянию устройства позволяет автоматически переходить к следующей паре зубьев в соответствии с выставленным режимом. Таким образом, приложив незначительные усилия, даже самую простую и недорогую пилу можно превратить в необходимый на данный момент инструмент.
Ленточные пилы - это инструменты для резки, применяющиеся в ленточнопильных станках. Являют собой замкнутую ленту с зубьями. Обладают массой своих, характерных только для них, достоинств. Ширину пропила ленточные пилы оставляют значительно меньшую, нежели дисковые инструменты: если при пилении бюджетной древесины этот факт, возможно, и несущественен, то при резке элитного металла и разделке ценных древесных пород - критически важен. С их помощью можно разрезать совершенно любую заготовку. Кроме того, ленточные пилы демонстрируют хорошую скорость работы, обеспечивают высокое качество поверхности реза. Уменьшение отходов стружки благодаря их использованию - вещь очевидная. Однако, чтобы стабильно ощущать на практике все вышеперечисленные преимущества работы с инструментом, необходимо ответственно подойти к вопросам его обслуживания. Заточка ленточных пил, а также их разводка должна производиться качественно и своевременно.
Цена заточки ленточных пил в специализированных конторах обычно невысока, однако скорость и грамотность выполнения работ не всегда радует. Можно ли справиться с задачей своими руками? Безусловно, если знать, как правильно точить ленточные пилы и располагать необходимыми приспособлениями.
Немного теории: из чего изготавливают инструмент?
Пилы для древесины обычно изготавливают из инструментальной стали (твердость 45 HRC).
Для производства изделий по металлу российские производители обращаются к сталям В2Ф, 9ХФ, зарубежные же - к C 75 и др. Зубья таких пил в процессе закалки высокочастотными токами "награждаются" высочайшей твердостью. Часто при работе с металлом используют биметаллический ленточный инструмент: его полотно выполнено из пружинной стали, а лента с зубьями - из сплава с высоким содержанием кобальта и вольфрама. Эта быстрорежущая сталь «присоединяется» к основанию пилы при помощи электронного луча.

Все о зубьях и углах их заточки
Ленточные пилы могут обладать различной геометрией зубьев: на нее влияют тип и свойства распиливаемого сырья. Что касается инструментов для работы с древесиной, то они могут быть столярными, делительными и предназначающимися для распиловки бревен - и параметры и форма зубьев у каждого «подвида», соответственно, свои. Угол заточки ленточных пил по дереву определяется фирмой-производителем на основании целого ряда факторов, но ключевой является такая тенденция - чем тверже материал, тем меньшим должен быть передний угол.
Для пил по металлу с постоянным шагом характерны две основные формы зубьев - стандартная и «положительный передний угол». Стандартные зубья предназначается для резки тонкостенного материала, с положительными передним углом - для обработки металла с толстыми стенками.

Теперь о величине шага. Для тонкостенных заготовок (листовой прокат, трубы) применяют пилы с малым шагом зубьев - иначе существует риск повредить или даже сломать зуб. С толстостенными материалами лучше работать при помощи инструмента с небольшим количеством зубьев на дюйм.
Дабы устранить эффект резонанса, провоцирующий вибрации полотна, ряд пил делают с переменным шагом.
Тонкости разводки ленточных пил
По мере эксплуатации инструмента происходит снижение качества его режущей кромки. Поэтому разводка и правильная заточка ленточных пил - естественная часть рабочего процесса.
Обратите внимание! Развод должен производиться перед заточкой, а не после нее!
Разводка - это операция по отгибу зубьев в стороны для предотвращения зажатия полотна инструмента и уменьшения его трения. Существует три основных вида разводки:
Классическая - зубья отгибаются вправо и влево стороны строго поочередно;
. зачищающая - каждый третий зуб оставляют в первоначальной позиции. «Актуальна» для инструментов, служащих для резки особенно твердых материалов и сплавов;
. волнистая - каждый зуб имеет «свое» значение величины отгиба, таким образом, из них образуется волна. Это самый сложный тип разводки.
Стоит знать! При разводе отгибают не весь зуб, а лишь его часть - треть или две трети от вершины.

Как правильно заточить ленточную пилу?
Доказано: свыше 80% случаев разрыва инструмента происходит из-за несоблюдения правил заточки ленточных пил. Необходимость манипуляции определяется визуально - по виду самых зубьев или состоянию стенок пропила (увеличение шероховатости поверхности).
Круги для заточки ленточных пил выбирают в зависимости от твердости зубьев. Для заточки изделий из инструментальной стали обращаются к корундовым кругам. Биметаллические пилы требуют алмазных либо боразоновых образцов. Форму заточного круга для ленточных пил следует определять, исходя из параметров инструмента. Она может быть профильной, чашечной, плоской, тарельчатой.

Требования к заточке ленточных пил своими руками:
Обеспечение равномерного съема металла по профилю зуба;
. исключение чрезмерного нажима круга (это может привести к отжигу);
. обеспечение сохранности высоты и профиля зуба;
. обязательное наличие охлаждающей жидкости;
. контроль отсутствия заусенцев.
Стандартная инструкция по заточке ленточных пил гласит, что заточка должна производиться либо по передней поверхности зуба, либо и по передней, и по задней. Но это теория. На практике же многие профессионалы, да и народные умельцы «исполняют» ее исключительно по задней поверхности - так, по их мнению, удобней.
Вообще, несмотря на массу правил и требований, данные инструменты достаточно неприхотливы в плане заточки. С ними можно работать, как с помощью специального заточного устройства для ленточных пил, так и вручную; применять для обработки разные по форме и материалу круги и т.д.
Перед тем, как точить ленточную пилу необходимо ознакомиться с основными способами осуществления данной операции.
Способ 1. Полнопрофильная заточка
Является наиболее качественной, производится на автоматическом станке. Эльборовый круг, точно подобранный по форме, одним движением проходит всю межзубовую впадину вместе с соответствующими поверхностями соседних зубьев. Получение угловатых форм у основания зубьев при этом исключено. Единственный недостаток такой заточки - это необходимость иметь в постоянном распоряжении определенное количество кругов для «разнопрофильных» пил.
Способ 2. Заточка граней зубьев
Может осуществляться на профессиональном станке либо вручную.
Если предпочтение отдано станку, то следует, опять же, грамотно подобрать круг - обычно это плоские образцы. Вообще к специализированному заточному оборудованию рекомендуется обращаться только в тех случаях, когда объем работ достаточно велик. Эпизодические «домашние» манипуляции лучше производить вручную - при помощи гравера или на обычном станке. При работе в целях безопасности следует обязательно использовать маску либо защитные очки.
Если ни станка, ни гравера в вашем арсенале нет, то можно заточить ленточную пилу и обычным дедовским методом - орудуя надфилем. Три-четыре уверенных движения по задней либо передней грани каждого из зубьев - и дело, как говорится, «в шляпе». При регулярном и старательном исполнении операции навык качественной ручной заточки появится быстро.
1. В случае заточки ленточной пилы посредством станка, перед началом работ необходимо убедиться в правильности положения заточного диска относительно инструмента.
2. Очень важно снять из пазух такое количество металла, чтобы все микротрещины были гарантированно устранены.
3. Если инструмент «функционировал» без качественного обслуживания дольше, нежели допускал производитель, количество металла, снимаемого за одну заточку, следует увеличить.
4. Для проверки результатов заточки всегда используйте в качестве эталона новый инструмент.
5. Форма зуба пилы - разработанный и выверенный годами параметр. Поэтому надеяться на то, что инструмент будет пилить «как по маслу», в независимости от того, что вы «вытворите» с зубьями - огромное заблуждение.
6. При соблюдении эксплуатационных требований ленточная пила будет служить вам на совесть до того момента, пока ее ширина не уменьшится до цифры, равной 65% от исходного значения. Уменьшается ширина, естественно, в процессе перезаточек.
7. Существует совершенно абсурдная рекомендация о том, что особой надобности в снятии заусенцев после обработки нет. Если к ней «прислушаться», то появление микротрещин в полотне гарантировано.
8. После работы ленточную пилу следует незамедлительно подвергать очистке от смолы и опилок, а перед заточкой - тщательному осмотру. В противном случае риск засорения заточных дисков крайне высок. А это неизбежно влечет за собой «халтурность» процедуры заточки.

Какие ошибки могут возникать в процессе заточки?
Ошибка 1. Подгоревшие пазухи зубьев изделия
Причина этого явления кроется в чрезмерных усилиях заточного круга. Как результат - быстрое затупление ленты.
Ошибка 2. Неправильный угол наклона и несовершенность формы пазух зубьев.
К такой ситуации могут привести несколько факторов:
Снос эксцентрика заточного устройства;
. ошибка настройки угла наклона головы станка;
. несоответствие профиля заточного круга.
На этом все. Теперь вы знаете, как заточить ленточную пилу правильно, и какие инструменты и приспособления могут для этого потребоваться.
Заточка ленточных пил считается самой сложной работой, по сравнению с заточками пил других типов. При выполнении такой работы необходимо внимательно контролировать процесс на предмет точности выдержки угла заточки, что существенно осложняется формой и конструкцией ленточного режущего инструмента. Правильно наточить ленточную пилу необходимо ввиду того, что она применяются для чистовой обработки дерева, в том числе и лесоматериалов ценных пород. При отсутствии опыта заточки имеется большая вероятность повредить полотно или заточить зубцы, не выдерживая углы. Это приведет к порче обрабатываемых материалов. При несоблюдении правил заточки лента может прийти в негодность. На промпредприятиях обычно используют специальный заточник ленточных пил, однако в бытовых условиях он отсутствует. Как затачивается такая пила в домашних условиях?
Материал полотна и его параметры
Ленточные пилы используются для различных работ по дереву. В зависимости от того, какую конкретно работу выполняет полотно, зубцы точат под определенным углом, и их углы наклона также существенно различаются.
Ленточные пилы считаются узкоспециализированным инструментом, который предназначен для деревообработки в составе станка или разных комплексов (пилорам). Особенностью такого инструмента является полотно, которое имеет форму замкнутой ленты. В зависимости от выполняемых задач такие пилы могут иметь зубцы, заточенные под разными углами, с разным наклоном, а для выполнения некоторых работ режущая кромка должна быть плоская (беззубчатая) и остро наточенная. Эти станки для обработки дерева способны сделать аккуратный и тонкий пропил, поэтому их часто используют при финишных работах по разделке досок, при работах с ценными породами дерева. Возможности таких инструментов велики — ими можно сделать пропил практически под любым углом и в любых плоскостях, а не только продольно-поперечные распилы. Они обладают рядом достоинств: высокая скорость деревообработки, большой срок эксплуатации режущих кромок и лент (при соблюдении правил эксплуатации), ровность, точность и симметричность линий распила

Разновидности зубьев ленточных пил: а, б – треугольные простые; в, г – треугольные разреженные и с волчьими зубами; д, е – прямоугольные, обращенные друг к другу гипотенузами и разреженные.
Для того чтобы инструмент содержался в рабочем состоянии и был всегда готов к применению и при этом осуществлял качественный срез, следует регулярно точить режущую кромку и контролировать ее состояние на предмет износа. В противном случае, вместо короткой и несложной процедуры подточки режущей кромки, придется делать сложную и длительную полную заточку.
Для правильного обслуживания необходимо знать материал изготовления инструмента. Обычно ленточные полотна изготавливаются из сталей 9ХФ и В2Ф. Их твердость находится в пределах 47-58 баллов по Роквеллу. Такая твердость не может обеспечить длительное удержание остроты кромки. Крайне редко применяются стали, имеющие большую твердость, и наточить полотно тверже 60 баллов сложно. Примером высокотвердого полотна является полотно из стали 100Х18В4 (или ее импортный аналог), твердость которого может достигать 100 баллов. Применяют такую пилу для обработки металлических деталей и листового металла. Сталь 100Х18В4 довольно дорогая, поэтому из нее делают только кромку с зубцами (ширина полосы около 5-7 мм), а с остальным полотном их спаивают при помощи лазера. Рекомендуется осуществлять заточку таких полотен в специализированных центрах или профессиональных мастерских, поскольку их заточка в гараже сложна, требует специальной подготовки и дорогих инструментов.
Контролировать степень износа кромки рекомендуется визуально, при этом смотрят не только на саму кромку, но и на качество срезов. Тупая кромка делает неровный срез, возможно рваный, при работе. Другой способ мониторинга состояния полотна — строгий контроль времени работы станка. Для этого засекают время распила заготовки острым полотном и тупым и сравнивают с временем текущей работы.
Информация о зубцах

Инструменты для заточки: круглый напильник со специальной державкой;
плоский напильник;
шаблон для стачивания ограничителя глубины
Для того чтобы заточка ленточных пил выполнялась правильно и качественно, нужно обладать информацией о типах и формах зубцов и угле заточки. Для определения типа и формы зубцов пилы делят на 3 типа:
- Для столярных работ.
- Для выполнения делительных операций.
- Для обработки плотных заготовок (брус и бревна).
Основным различием между группами пил являются углы наклона и заточки зубцов режущей кромки. При этом неизменной является форма зуба — треугольник. Возможно применение волнообразной заточки на некоторых старых пилах (некоторые брендовые фирмы выпускают такие полотна и сейчас, для увеличения продаж). Однако это все-таки редкость, поскольку их гораздо сложнее производить и затачивать даже в условиях завода.
Для правильной заточки полотна необходимо предельно точное выдерживание углов. Полотна столярных пил должны иметь угол заточки от 45 о до 50 о, а наклон зуба должен быть 35 о (часто указывается задний угол). Для делительных пил углы заточки составляют от 40 о до 45 о, наклон зубьев должен быть около 20 о. Бревна и другие твердые заготовки обрабатываются полотном с углом заточки от 50 о до 55 о, а наклон должны иметь в пределах от 10 о до 15 о. Наклон зуба напрямую зависит от прочности обрабатываемых заготовок. Самыми плотными материалами считаются бревна, поэтому станки для их обработки имеют самый большой наклон зубцов. Работы с менее плотными заготовками производятся полотнами с более ровными зубами.
Чем плотнее бревно, тем тупее режущая кромка, это связано с тем, что эти работы черновые.
Приступаем к заточке
Для обслуживания пил мало заточить зубцы, нужно их еще и развести. Обе эти операции производят последовательно, начинают с разведения зубцов, а заканчивают заточкой. Необходимо четко придерживаться этой последовательности работ. Разводку делают с целью снижения трения полотна об дерево или металл (или другой обрабатываемый материал). Есть несколько вариантов разводки, которая зависит от того, какие детали требуется получить после обработки и твердости исходной заготовки.
В противном случае ленту может зажевать. Чаще всего используется разводка поочередная. В этом случае зубцы отгибаются последовательно в разные стороны от вертикальной плоскости ленты. Реже встречается разводка для зачистки поверхностей. Ее отличительной чертой является то, что каждый третий зуб не отгибается, а первые два отгибают в разные стороны. Самой сложной, однако относительно часто используемой, считается волнистая разводка. Этот тип разводки отличается от остальных тем, что каждый зуб имеет свой угол разведения. Разведение зубцов в домашних условиях можно легко выполнить пассатижами. Для этого необходимо зафиксировать неподвижно ленту и при работе разводить зубы, четко выдерживая углы. При разводке отгибается не весь зубец, а только 2/3 (иногда ½) его длины.
Когда лента разведена, можно производить заточку. Для этого нужно подобрать необходимые точильные круги и станок к ним. Состав материала круга подбирают исходя из твердости и материала полотна. Важно подобрать и форму точильного камня — она зависит от типа режущей кромки ленты. Именно формой точильного камня выводится угол «остроты» ленты. Начать работы по заточке следует с монтажа точильного камня на станок, его закрепления на нем, после чего в специальных зажимах фиксируют неподвижно полотно пилы. Сам процесс заточки прост: точильный камень раскручивается (механическим приводом или электрическим), а затем опускается на полотно (или придвигается). Так точат один зуб, затем камень перемещают к следующему. Когда вся режущая кромка в пределах хода точила заточена, полотно смещается для заточки необработанных зубцов. Для предотвращения повторной заточки, маркером делают пометку на «стартовых» зубцах.
– режущий инструмент замкнутого типа, использующийся на лесопильном оборудовании.
Безусловными преимуществами этих элементов считаются высокая производительность и минимальное количество отходов производства. Возможно, что при распиловке обычных досок последний факт не играет существенной роли, но если речь идёт об обработке древесины ценных пород, ширина пропила и качество реза напрямую влияют на экономическую выгоду.
Правильная заточка ленточной пилы по дереву – это гарантия эффективности производства и долговечности инструмента. Обычно такие услуги оказывают специализированные компании, но если знать порядок действий и тонкости процедуры, заточить затупившуюся пилу можно самостоятельно.
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги. Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
- при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
- излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
- на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
- применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем. Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Если вы пользуетесь ленточной пилой, имейте в виду, что заточить ее самостоятельно совсем несложно. При этом вам не придется оплачивать услуги по заточке, оказываемые специализированными мастерскими.
Основные сведения о ленточных пилах
Ленточная пила – это режущий инструмент, выполненный в виде зубчатой ленты, имеющей замкнутый контур. Для его обслуживания необходим специальный заточной станок для ленточных пил. Кроме того, ленточные пилы имеют ряд других существенных отличий от традиционных дисковых моделей. Наиболее значимым из таких отличий является возможность получения с помощью такого инструмента пропила с минимальной шириной. Следует отметить, что это особенно актуально тогда, когда необходимо выполнить распил древесины ценных пород и заготовок из дорогого металла.
Оборудование, оснащенное ленточной пилой, может успешно использоваться для обработки деталей, изготовленных из разных материалов и имеющих различную конфигурацию. Такая обработка характеризуется минимальным количеством отходов обрабатываемого материала, исключительным качеством реза и высокой скоростью процесса. Однако таких параметров обработки можно добиться при условии, что заточка ленточных пил на станке выполняется не только правильно, но и регулярно. При обслуживании ленточного инструмента (особенно если вы справляетесь с этим своими силами) необходимо строго придерживаться рекомендаций квалифицированных специалистов.

Ленточные пилы в зависимости от характеристик обрабатываемого материала могут быть изготовлены из разных материалов, отличаться геометрией режущих зубьев. Если говорить о разделении заготовок из металла, здесь наибольшее распространение получили две марки стали, используемые для изготовления пил: 9ХФ и В2Ф. Оборудование для распила древесины оснащается пилами, выполненными из , твердость которой по шкале HRC составляет не менее 45 единиц.
Ленточные инструменты для распиловки древесины дополнительно подразделяются на три типа: столярные, делительные, для обработки бревен. Инструменты, относящиеся к разным типам, естественно, имеют разные параметры (размеры полотна, форма и угол заточки). Более твердые породы дерева обрабатывают инструментом с меньшим углом заточки.
Сегодня все активнее используются ленточные пилы биметаллического типа, которые необходимы для разделения заготовок, выполненных из твердых сортов стали. Биметаллическими такие пилы называются потому, что состоят из двух разных металлов: режущие зубья – из стали с большим содержанием вольфрама и молибдена, а само полотно – из пружинных сталей. Конечно, такие полотна значительно дороже типовых моделей, так как для их изготовления необходимо специальное оборудование, в котором соединение двух разнородных металлов происходит под действием электронного луча.

Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.

Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм. Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты.
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.

Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Чтобы облегчить процесс выполнения заточки, полотно ленточной пилы предварительно выворачивают и в таком состоянии подвешивают на 10–12 часов.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.
Способы заточки и оборудование для нее
Решать, какой способ заточки выбрать, надо в конкретном случае, но существует две основных схемы выполнения данного процесса.
Заточка по полнопрофильной схемеДля выполнения такой заточки применяют автоматизированные станки, на которые установлены круги эльборового типа. Выполнить такую заточку своими руками очень сложно. Технология обработки по этой схеме предполагает выбор точильного круга для каждого типа ленточной пилы. При этом учитываются размеры и форма зубьев. Сама заточка имеет следующие особенности: она выполняется за одно перемещение круга, при этом он одновременно обрабатывает поверхности двух зубьев, расположенных рядом. При таком методе заточки удается получить плавный переход у основания зубьев. Самый большой минус такой технологии заточки заключается в необходимости использования отдельных заточных кругов для обработки пил с разными характеристиками режущих зубьев.
Заточка только граней режущих зубьевТаким способом можно заточить инструмент для своей пилорамы и вручную, и на станке. Заточить грани зубьев пилы вручную можно при помощи обычного гравера или надфиля. Однако более качественно и быстро сделать заточку по такой технологии позволяют специальные станки. В таком случае также придется подбирать круги для ленточных пил разного размера и с различной конфигурацией зубьев.