Одной из основных функций инженера является проектирование изделий или технологических процессов их изготовления. Традиционно эти функции разделены как при подготовке специалистов, так и в сфере их деятельности на производстве. Отражая сложившуюся практику последовательной реализации процессов конструирования и разработки технологии, САПР принято делить по крайней мере на два основных вида:
САПР конструирования изделий (САПР И);
САПР технологии их изготовления.
САПР конструирования изделий, которые на Западе называют САD, выполняют объемное и плоское геометрическое моделирование, инженерный анализ, оценку проектных решений, получение чертежей. Заметим, что исследовательский этап САПР изделий иногда выделяется в самостоятельную автоматизированную систему научных исследований (АСНИ) или, используя западную терминологию, инжиниринга - САE.
САПР технологии изготовления, которые в России принято называть автоматизированной системой технологической подготовки производства (АСТПП), а на Западе - САРР, выполняют разработку технологических процессов, технологической оснастки, управляющих программ (УП) для оборудования с ЧПУ. Задачей САПР технологических процессов (САПР ТП) является разработка технологической документации (маршрутной, операционной), доводимой до рабочих мест и с разной степенью подробности регламентирующей будущий процесс изготовления детали.
Более конкретное описание обработки на оборудовании с ЧПУ - в виде кадров УП - вводится в систему автоматизированного управления производственным оборудованием (АСУПР), которую на Западе принято называть САМ.
Помимо этих видов САПР различают систему производственного планирования и управления РРS, что соответствует отечественному термину АСУП, и систему управления качеством САQ.
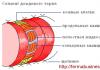
Самостоятельное, не связанное между собой, функционирование систем САD и САМ дает экономический эффект, размер которого может быть существенно увеличен интеграцией этих систем (рис. 1) посредством САРР. Такая интегрированная система CAD/САМ на информационном уровне поддерживается единой БД, в которой хранится информация о структуре и геометрии изделия (как результат проектирования в системе САD), о технологии изготовления (как результат системы САРР) и УП для оборудования с ЧПУ (как исходная информация для обработки в системе САМ на оборудовании с ЧПУ).
Рис. 1. Элементы интегрированной системы.
На схеме (см. рис. 1) функционирование АСТПП, или по-английски САРР, представляет процесс преобразования конструкторской информации, хранимой в БД, в технологические решения, касающиеся маршрутов обработки деталей, режимов обработки на определенных операциях, выбора инструмента и т.п.
Другим примером частичной интеграции САПР является объединение САПР конструирования изделий с организационно-технической системой АСУП в единый комплекс, называемый также САD/РРS.
В настоящее время основной тенденцией в достижении высокой конкурентной способности западных предприятий является переход от отдельных замкнутых САПР и их частичного объединения к полной интеграции технической и организационной сфер производства. Такая интеграция связывается с внедрением модели компьютерно-интегрированного производства (КИП), или по-английски СIМ. На рис. 2 представлены основные этапы построения и организационно-технические САПР, реализующие СIМ.

Рис. 2. Основные системы CIM.
Практический опыт создания и эксплуатации CIM показывает, что стратегическая концепция создания CIM должна охватывать процессы проектирования, изготовления и сбыта продукции. Проектирование должно начинаться с изучения конъюнктуры рынка и кончаться вопросами доставки продукции потребителю. Рассматривая структуру СIМ (рис. 3) можно выделить три основных, иерархически связанных между собой уровня. К подсистемам СIM верхнего уровня относятся подсистемы, выполняющие задачи планирования производства. Средний уровень занимают подсистемы проектирования производства. На нижнем уровне находятся подсистемы управления производственным оборудованием.

Рис. 1.3. Элементы интегрированной системы
Построение СIM включает решение проблем: информационного обеспечения (отход от принципа централизации и переход к координированной децентрализации на каждом из рассмотренных уровней как путем сбора и накопления информации внутри отдельных подсистем, так и в центральной БД); обработки информации (стыковка и адаптация программного обеспечения различных подсистем) и физической связи подсистем (интерфейсы, т.е. стыковка, аппаратных средств ЭВМ, включая использование вычислительных сетей).
В заключение отметим, что внедрение CIM значительно сокращает общее время прохождения заказа за счет снижения времени передачи с одного участка на другой и снижения времени простоя при выполнении заказа, а также вследствие перехода от последовательной к одновременной обработке; повышает производительность путем устранения или существенного ограничения повторяемых ручных операций подготовки и передачи данных (например, машинное отображение геометрических данных можно использовать во всех отделах, связанных с конструированием изделий).
Компьютерное интегрированное производство
Компьютерное интегрированное производство (CIM - Computerintegratedmanufacturing) появилось в начале 90-хгодов. Такое производство обеспечивалось комплектом компьютерных систем САПР, обеспечивающих автоматизацию проектирования на всех этапах жизненного цикла машиностроительного изделия.
Этап I. Разработка технологического задания и согласование его с заказчиком.
Этап II. Разработка конструкторской документации.
Этап III. Выполнение технических расчетов.
Этап IV. Разработка технологической документации.
Этап V. Разработка комплекта программ для станков с ЧПУ.
Этап VI. Изготовление деталей и сборка узлов.
Этап VII. Сборка изделия в целом.
Этап VIII. Упаковка и транспортировка.
Этап IX. Проведение технологического обслуживания изделия.
Этап X. Утилизация.
В настоящее время для обозначения компьютерных систем, обеспечивающих автоматизированное проектирование, используется термин CAD-CAM-CAE-CAPP-PDM-ERP. Это сложное название состоит из аббревиатур, каждая из которых обозначает определенный вид системы.
ü CAD - computer aided design (проектирование);
ü CAM - computer automated manufacturing (производство);
ü CAE - computer aided engineering (техническиерасчеты);
ü СAPP - computeraidedprocessplanning (планирование технологических процессов);
ü PDM - productdatamanagement (управление информационными потоками об изделиях);
ü ERP - enterpriseresourceplanning (система планирования ресурсов предприятия);
Этап проектирования конструкторской документации (CAD)
Компьютерные системы для автоматизации проектных работ этого этапа появились и стали широко использоваться вместе с появлением персональных компьютеров в 80-е годы. Уже в самом начале эти системы разделились на два направления: параметрические и непараметрические.
В непараметрических системах привязка всех элементов чертежа, отрезков прямых, окружностей и дуг окружностей, выполнялась на основе координатной сетки системы. Её можно было увеличить или уменьшить, отобразив в том или ином масштабе. Самой яркой непараметрической системой является AutoCAD.
Рассмотрим принцип формирования непараметрического чертежа на простом примере.
Рисунок 4 - Представление чертежа в разных системах:а) непараметрическая;
б) параметрическая
Непараметрическая система:
ArcI5J5; X2Y2; X3Y3
Параметрическаясистема:
Line L3 PAR L1 l1
Line L4 PAR L2 l2
Circle C1 TL3 AL4 r1
K1 P1 TL2 TL3 TC1 AL4 AL1 P1
Обозначения в командах: Line–прямая линия, Arc – дуга окружности,
P – точка, L – обозначение прямой линии, HOR–горизонтально, VERвертикально, PAR– параллельно, Circle– окружность, С – обозначение окружности, T – совпадение направления, A – противоположное направление, K– контур.
Положительным направлением для прямых считается «слева направо» и «снизу вверх» (как в координатных осях), положительным направлением для окружности считается «по часовой стрелке».
Пример описания команд:
LineL3 PARL1 l1 – линия L3 строится параллельно L1 на расстоянии l1.
K1 P1 TL2 TL3 TC1 AL4 AL1 P1 – контур K1 начинается из точки P1, идет по положительному направлениюлинии L2, затем L3, затем по окружности C1, затем по линии L4 в направлении, противоположном положительному направлению самой линии,затем по линии L1, также в противоположном направлении, и заканчивается в точке P1.
Для привязки отрезка прямой необходимо иметь 2 точки. Для привязки дуги окружности - 3 точки, а окружности - точку и радиус.
При выполнении геометрических построений система предложит несколько способов выполнения прямых и окружностей. После образования всей геометрии, элементы построения будут зафиксированы с помощью своих граничных точек.
В параметрических системах используется принципиально другой подход. Здесь также имеется базовая система координат, но к этой системе привязываются не все элементы чертежа, а только одна точка.
Любые механизмы, которыми мы пользуемся в повседневной жизни, состоят из простых или сложных деталей и соединений. Все они являются продукцией машиностроения - области народного хозяйства, которая занимается производством разнообразных механизмов и машин. Технология машиностроения - это специальность, позволяющая овладеть знаниями и навыками, позволяющими работать в машиностроительной отрасли.
Начало развития этого направления народного хозяйства в нашей стране принято связывать с именем который еще в 18 веке изобрел первый русский токарный станок. В то время инженерами были единицы, в основном энтузиасты и первопроходцы своего дела. Но основной стимул для развития технология машиностроения получила во многом благодаря войнам 19 и 20 века, когда зачастую от технического оснащения войска зависела победа. Для России расцвет машиностроения пришелся на период второй мировой войны, когда практически все предприятия страны стали выпускать оружие, боеприпасы и технику. И именно в это время оказалась крайне "технология машиностроения", так как заводы испытывали острую нехватку квалифицированных и грамотных инженеров.
К сожалению, в настоящее время машиностроение также развивается благодаря соревнованию между странами на самые лучшие оружие и систему обороны.

Технология машиностроения - специальность, которая остается востребованной: каждый год на одно бюджетное место претендует не меньше 4 человек. Стоит отметить, что инженеров обучают только государственные вузы и техникумы, для коммерческих организаций это специальность является слишком дорогостоящей. Технология машиностроения требует наличия в образовательных учреждениях специального разных типов), лабораторий, компьютеров со специальными программами - для разработки чертежей, создания 3Д-моделей и т.п. Именно поэтому негосударственные учебные учреждения не могут конкурировать с государственными вузами, которые имеют хорошую материальную базу, штат высококвалифицированных преподавателей (многие из которых кандидаты и доктора наук) и многолетние традиции обучения.

Сегодня на функции инженера-технолога значительно изменились. На заводах повсеместно внедрены автоматические линии, станки с ЧПУ, оборудование, напрямую управляемое от компьютера, системы автоматизированного проектирования. Все это привело к тому, что инженеры должны на высоком уровне владеть компьютерными технологиями. При таком уровне автоматизации инженер-технолог может контролировать весь от разработки чертежа изделия до испытания уже готовой Технология машиностроения - быстро развивающаяся и изменяющаяся специальность, которая постоянно подстраивается под новые технологии, появляющиеся в производстве. Поэтому студентам, выбравшим это профессию, необходимо знать, что учиться придется не только до получения диплома - инженеры всю жизнь должны повышать свою квалификацию.
Системы компьютеризированного интегрированного производства (CIM) - естественный этап развития информационных технологий в области автоматизации производственных процессов, связанный с интеграцией гибкого производства и систем управления ими. Исторически первым решением в области развития систем управления технологическим оборудованием была технология Numerical Control (NC), или числового программного управления. В основу автоматизации производственных процессов закладывался принцип максимально возможной автоматизации, почти полностью исключающей участие человека в управлении производством. Первые системы прямого числового программирования (Direct Numerical Control - DNC) позволяли компьютеру передавать данные программы в контроллер станка уже без участия человека. В условиях динамичных производств станки и агрегаты с жесткой функциональной структурой и компоновкой заменяются на гибкие производственные системы (Flexible Manufacturing System - FMS), а позже - на реконфигурируемые производственные системы (Reconfigurable Manufacturing System - RMS). В настоящее время ведутся работы по созданию реконфигурируемых производств и предприятий (reconfigurable enterprises).
Развитие компьютерного управления производством было реализовано в нескольких областях управления, таких как планирование производственных ресурсов, учет, маркетинг и продажи, а также в области развития технологий, поддерживающих интеграцию CAD/CAM/CAPP-систем, обеспечивающих техническую подготовку производства. Информационные системы этого класса существенно отличались от систем автоматизации в технических системах, трудно формализуемые и неформализуемые задачи управления производством, преобладающие в сложных производственно-экономических системах, не могли быть решены без участия человека. Полный потенциал компьютеризации в производственных системах не может быть получен, когда все сегменты управления производством не интегрированы. На практике это поставило задачу общей интеграции производственных процессов с другими информационными системами управления предприятием. Возникла потребность в возможности передачи данных через различные функциональные модули системы управления производством, объединении основных компонентов интегрированной автоматизированной системы управления производством. Понимание этого привело к появлению концепции компьютеризированного интегрированного производства (CIM), реализация которой потребовала развития целой линейки компьютерных технологий в системах управления производством на основе принципов интеграции.
Основное различие между комплексной автоматизацией производства и компьютеризированным интегрированным производством заключается в том, что комплексная автоматизация касается непосредственно технических производственных процессов и работы оборудования. Автоматизированные системы управления производственными процессами предназначены для выполнения сборки, обработки материалов и контроля производственных процессов практически без участия человека. CIM включает в себя использование компьютерных систем для автоматизации не только основных (производственных), но и обеспечивающих процессов, таких как, например, информационные, процессы управления в финансово-экономической области, процессы принятия проектных и управленческих решений.
Концепция компьютеризированного интегрированного производства (CIM) подразумевает новый подход к организации и управлению производством, новизна которого состоит не только в применении компьютерных технологий для автоматизации технологических процессов и операций, но и в создании интегрированной информационной среды для управления производством. В концепции CIM особую роль играет интегрированная компьютерная система, ключевыми функциями которой является автоматизация процессов проектирования и подготовки производства изделий, а также функции, связанные с обеспечением информационной интеграции технологических, производственных процессов и процессов управления производством.
Компьютеризированное интегрированное производство объединяет следующие функции:
- проектирование и подготовку производства;
- планирование и изготовление;
- управление снабжением;
- управление производственными участками и цехами;
- управление транспортными и складскими системами;
- системы обеспечения качества;
- системы сбыта;
- финансовые подсистемы.
Таким образом, компьютеризированное интегрированное производство охватывает весь спектр задач, связанных с развитием продукта и производственной деятельности. Все функции осуществляются с помощью специальных программных модулей. Данные, необходимые для различных процедур, свободно передаются от одного программного модуля к другому. В CIM используется общая база данных, которая позволяет с помощью интерфейса обеспечивать доступ пользователя ко всем модулям производственных процессов и связанных с ним бизнес-функций, которые интегрируют автоматизированные сегменты деятельности или производственного комплекса. При этом CIM снижает и практически исключает участие человека в производстве и тем самым позволяет ускорить производственный процесс и снижает коэффициент сбоев и ошибок.
Существует немало определений CIM. Наиболее полное из них - определение Ассоциации компьютерных автоматизированных систем (CASA/ SEM), разработавшей концепцию компьютеризированного интегрированного производства. Ассоциация определяет CIM как интеграцию общего производственного предприятия с управленческой философией, которая улучшает организационную и кадровую эффективность . Дэн Эпплтон, президент Dacom Inc., рассматривает CIM как философию управления производственным процессом .
Компьютеризированное интегрированное производство рассматривается как целостный подход к деятельности производственного предприятия в целях оптимизации внутренних процессов. Этот методологический подход применяется ко всем видам деятельности: от проектирования продукта до сервисного обслуживания на комплексной основе с использованием различных методов, средств и технологий для того, чтобы добиться улучшения производства, снижения затрат, выполнения плановых сроков поставки, улучшения качества и общей гибкости в производственной системе. При таком целостном подходе экономические и социальные аспекты имеют такое же значение, как технические аспекты. CIM также охватывает смежные области, в том числе автоматизирует процессы общего управления качеством, реинжиниринга бизнес-процессов, параллельного проектирования, документооборота, планирования ресурсов предприятия и гибкого производства.
Динамическая концепция производственного предприятия с точки зрения развития систем компьютеризированного интегрированного производства рассматривает производственную среду компании как совокупность аспектов, включая:
- особенности внешней среды предприятия. Рассматриваются такие характеристики, как глобальная конкуренция, забота об окружающей среде, требования к системам управления, сокращение цикла производства продукции, инновационные способы производства изделий и необходимость быстрого реагирования на изменения внешней среды;
- поддержку принятия решений , что определяет необходимость углубленного анализа и применения специальных методов для принятия эффективных управленческих решений. Для того чтобы оптимально распределить инвестиции и оценить эффект от внедрения сложных систем в виртуальном территориально-распределенном производстве, компания должна нанимать высококвалифицированных специалистов - группу поддержки принятия решений. Такие специалисты должны принимать решения, основываясь на данных, получаемых из внешней среды и из производственной системы, используя подходы к решению слабоструктурированных задач;
- иерархичность. Все процессы управления в производственной системе разбиваются по сферам автоматизации;
- коммуникационный аспект. Отражает необходимость в обмене данными между различными системами и в поддержании глобальных коммуникационных и информационных связей как по каждому контуру управления, так и между различными контурами;
- системный аспект , который отражает саму систему компьютерноинтегрированного производства как инфраструктуру, лежащую в основе сознания единой компьютерно-интегрированной среды предприятия.
Практический опыт создания и эксплуатации современных CIM показывает, что система CIM должна охватывать процессы проектирования, изготовления и сбыта продукции. Проектирование должно начинаться с изучения конъюнктуры рынка и кончаться вопросами доставки продукции потребителю. Рассматривая информационную структуру CIM (рис. 2.4), можно условно выделить три основных, иерархически связанных между собой уровня. К подсистемам CIM верхнего уровня относятся подсистемы, выполняющие задачи планирования производства. Средний уровень занимают подсистемы проектирования производства. На нижнем уровне находятся подсистемы управления производственным оборудованием.
Рис. 2.4.
Различают следующие основные компоненты информационной структуры CIM.
- 1. Верхний уровень
(уровень планирования
)
:
- PPS (Production Planning Systems) - системы планирования и управления производством;
- ERP (Enterprise Resource Planning) - система планирования ресурсов предприятия;
- MRP II (Manufacturing Resource Planning) - система планирования потребностей в материалах;
- CAP (Computer-Aided Planing) - система технологической подготовки;
- САРР (Computer-Aided Process Planning) - автоматизированная система проектирования технологических процессов и оформления технологической документации;
- AMHS (Automated Material Handling Systems) - автоматическая система перемещения материалов;
- ASRS (Automated Retrieval and Storage Systems) - автоматизированная складская система;
- MES (Manufacturing Execution System) - система управления производственными процессами;
- AI, KBS, ES (Artificial Intelligence/Knowledge Base Systems/Expert Systems) - системы искусственного интеллекта/системы баз знаний/экс- пертные системы.
- 2. Средний уровень (уровень проектирования изделия и производства)-.
- PDM (Project Data Management) - система управления данными об изделиях;
- CAE (Computer-Aided Engineering) - система автоматизированного инженерного анализа;
- CAD (Computer-Aided Design) - система автоматизированного проектирования (САПР);
- САМ (Computer-Aided Manufacturing) - автоматизированная система технологической подготовки производства (АСТПП);
- модификации указанных выше систем - интегрированные технологии CAD/CAE/CAM;
- ETPD (Electronic Technical Development) - система автоматизированной разработки эксплуатационной документации;
- IETM (Interactive Electronic Technical Manuals) - интерактивные электронные технические руководства.
- 3. Нижний уровень {уровень управления производственным оборудованием)-.
- CAQ (Computer Aided Quality Control) - автоматизированная система управления качеством;
- SCADA (Supervisory Control And Data Acquisition) - диспетчерское управление и сбор данных;
- FMS (Flexible Manufacturing System) - гибкая производственная система;
- RMS (Reconfigurable Manufacturing System) - реконфигурируемая производственная система;
- CM (Cellurar Manufacturing) - автоматизированная система управления производственными ячейками;
- AIS (Automatic Identification System) - система автоматической идентификации;
- CNC (Computer Numerical Controlled Machine Tools) - числовое программное управление (ЧПУ);
- DNC (Direct Numerical Control Machine Tools) - прямое числовое программное управление;
- PLCs (Programmable Logic Controllers) - программируемый логический контроллер (Г1ЛК);
- LAN (Local Area Network) - локальная сеть;
- WAN (Wide Area Network) - распределенная сеть;
- EDI (Electronic Data Interchange) - электронный обмен данными.
Почти все современные производственные системы реализуются сегодня
с помощью компьютерных систем. Основные области, автоматизируемые системами класса CIM, подразделяют на следующие группы.
- 1. Планирование производственных процессов
:
- планирование ресурсов предприятия;
- планирование выпуска продукции;
- планирование потребностей в материалах;
- планирование продаж и операций;
- объемно-календарное планирование;
- планирование потребности в производственных мощностях.
- 2. Проектирование изделия и производственных процессов
:
- получение проекта для различных конструкторских решений;
- выполнение необходимых функций на различных этапах подготовки производства:
- - анализ чертежей конструкции,
- - моделирование изготовления,
- - отработка технологических звеньев предприятия,
- - определение правил изготовления для каждого конкретного задания на каждом рабочем месте;
- решение задач проектирования с учетом факторов, связанных с решением задач организации производства и управления;
- разработка конструкторской документации;
- разработка технологических процессов;
- проектирование средств технологического оснащения;
- временное планирование производственного процесса;
- принятие в процессе проектирования наиболее рациональных и оптимальных решений.
- 3. Контроль производственных процессов
:
- входной контроль сырья;
- диспетчерское управление и сбор данных;
- контроль процесса производства;
- контроль готового изделия по окончанию производственного процесса;
- контроль продукции при эксплуатации.
- 4. Автоматизация процессов производства
:
- основных - технологические процессы, в ходе которых происходят изменения геометрических форм, размеров и физико-химических свойств продукции;
- вспомогательных - процессы, которые обеспечивают бесперебойное протекание основных процессов, например, изготовление и ремонт инструментов и оснастки, ремонт оборудования, обеспечение всеми видами энергий (электрической, тепловой, пара, воды, сжатого воздуха и т.д.);
- обслуживающих - процессы, связанные с обслуживанием как основных, гак и вспомогательных процессов, но в результате которых продукция не создается (хранение, транспортировка, технический контроль и т.д.).
В рамках методологического подхода к компьютеризированному интегрированному производству выделяют следующие его основные функции:
- а) закупки;
- б) поставки;
- в) производство:
- планирование производственных процессов,
- проектирование изделия и производства,
- автоматизация управления производственным оборудованием;
- г) складская деятельность;
- д) управление финансами;
- е) маркетинг;
- ж) управление информационно-коммуникационными потоками.
Закупки и поставки. Отдел закупок и поставок отвечает за размещение
заказов на поставку и следит, обеспечивается ли качество поставляемой поставщиком продукции, согласовывает детали, договаривается об осмотре товара и последующей поставке в зависимости от производственного графика для последующего снабжения производства.
Производство. Организуется деятельность производственных цехов но производству продукта с дальнейшим пополнением базы данных информацией о производительности, используемом производственном оборудовании и состоянии выполненных производственных процессов. В С1М осуществляется программирование ЧПУ на основе автоматизированного планирования производственной деятельности. Важно то, что все процессы должны контролироваться в режиме реального времени, учитывая динамичность расписания и актуальную изменяемую информацию о продолжительности изготовления каждого из изделий. Например, после прохождения продукции через единицу оборудования система передает в базу данных его технологические параметры. В системе CIM единица оборудования - это то, что управляется и конфигурируется компьютером, например, станки с ЧПУ, гибкие производственные системы, роботы, управляемые компьютерами, системы обработки материалов, системы сборки с компьютерным управлением, гибкие автоматизированные системы контроля. Отдел планирования производственного процесса принимает параметры изделия (спецификации) и производства, введенные отделом проектирования, и формирует производственные данные и информацию для разработки плана по производству продукции с учетом состояния и возможностей производственной системы.
Планирование включает в себя несколько подзадач, касающихся потребностей в материалах, производственных мощностей, инструментов, рабочей силы, организации технологического процесса, аутсорсинга, логистики, организации контроля и т.д. В системе CIM процесс планирования учитывает как издержки производства, так и возможности производственного оборудования. Также CIM предоставляет возможность изменения параметров для оптимизации производственного процесса.
Отдел проектирования устанавливает начальную базу параметров для производства предлагаемого продукта. В процессе проектирования система собирает информацию (параметры, размеры, особенности продукта и др.), необходимую для изготовления продукта. В системе CIM это решается возможностью геометрического моделирования и автоматизированного проектирования. Это помогает оценить требования к продукту и эффективность его производства. Процесс проектирования предотвращает затраты, которые могли бы быть понесены в реальном производстве в случае неправильной оценки производственных возможностей оборудования и неэффективной организации производства.
Управление складом включает в себя управление хранением сырья, комплектующих, готовой продукции, а также их отгрузку. В настоящее время, когда аутсорсинг в логистике очень развит и есть необходимость поставки компонентов и изделий «точно в срок», система CIM особенно необходима. Она позволяет оценить время поставки, загруженность склада.
Финансы. Основные задачи: планирование инвестиций, оборотного капитала, контроль денежных потоков, реализация поступлений, учета и распределения средств являются основными задачами финансовых отделов.
Маркетинг. Отделом маркетинга инициируется потребность в определенном продукте. CIM позволяет описать характеристики продукта, проекцию объема производства к возможностям производства, необходимые для производства объемы выпуска продукта и стратегию маркетинга продукта. Также система позволяет оценить производственные затраты на определенный продукт и оценить экономическую целесообразность его производства.
Управление информационно-коммуникационными потоками. Управление информацией является, пожалуй, одной из главных задач в CIM. Оно включает в себя управление базами данных, коммуникации, интеграцию производственных систем и ИС управления.
Старая экономическая модель предприятия противоречит современным тенденциям развития производственных предприятий. В нынешнем конкурентном мировом рынке выживание любой отрасли зависит от умения завоевать клиента и своевременно выводить на рынок продукцию высокого качества, и производственные компании не являются исключением. Любая производственная компания стремится непрерывно снижать стоимость продукта, сокращать затраты на производство, чтобы оставаться конкурентоспособной в условиях глобальной конкуренции. Кроме того, существует необходимость постоянного улучшения качества и уровня эксплуатации изготавливаемой продукции. Другим важным требованием выступает время доставки. В условиях, когда любое производственное предприятие зависимо от внешних условий, в том числе аутсорсинга и длинных цепочек поставок, возможно, с пересечением международных границ, задача постоянного сокращения сроков выполнения заказов и доставки является действительно важной задачей. CIM представляет собой высокоэффективную технологию для достижения основных задач управления производством - повышения качества продукции, уменьшения стоимости и времени изготовления продукта, а также повышения уровня логистического сервиса. CIM предлагает интегрированные ИС для удовлетворения всех этих потребностей.
От внедрения CIM ожидают экономических эффектов:
- увеличения коэффициента использования оборудования и снижения накладных расходов;
- значительного уменьшения объемов незавершенного производства;
- сокращения затрат на рабочую силу, обеспечения «безлюдного» производства;
- ускорения сменяемости моделей выпускаемой продукции в соответствии с требованиями рынка;
- сокращения сроков поставок продукции и повышения ее качества.
Внедрение ОМ дает ряд преимуществ, экономический эффект от внедрения обеспечивается за счет:
- увеличения производительности труда конструкторов и технологов;
- сокращения запасов;
- сокращения затрат на продукт;
- сокращения отходов и количества брака;
- улучшения качества;
- сокращения длительности циклов производства;
- минимизации числа ошибок конструирования - повышения точности проектирования;
- визуализации процедур анализа сопряжений элементов изделий (оценка собираемости);
- упрощения анализа функционирования изделия и сокращения количества испытаний опытных образцов;
- автоматизации подготовки технической документации;
- стандартизации проектных решений всех уровней;
- повышения производительности процесса проектирования инструмента и оснастки;
- уменьшения числа ошибок при программировании изготовления на оборудовании с ЧПУ;
- обеспечения задач технического контроля сложных изделий;
- изменения корпоративных ценностей и работы с персоналом в производственной компании; обеспечения более эффективного взаимодействия между инженерами, конструкторами, технологами, руководителями различных проектных групп и специалистов по системам управления на предприятиях;
- увеличения гибкости в производстве для достижения немедленного и быстрого реагирования на изменение продуктовых линеек, технологий управления производством.
Недостатком CIM является отсутствие четкой методологии внедрения и сложность оценки эффективности от внедрения CIM и создания решений по интеграции, связанных с высокими первоначальными инвестициями в крупномасштабные проекты информатизации на производственных предприятиях.
- Laplante Р. Comprehensive dictionary of electrical engineering. 2nd ed. Boca Raton, Florida:CRC Press, 2005. P. 136.
- Ibid.
Раздел 1. Методологические основы технологии машиностроения
Введение
Опорный конспект
Машиностроение определяет технический прогресс страны и оказывает решающее влияние на создание материальной базы всех отраслей экономики. В связи с этим его развитию всегда придавалось и придается первостепенное значение.
Потребности развивающегося машиностроительного производства вызвали появление новой технической науки, получившей название «Технология машиностроения».
Технология машиностроения – это наука об изготовлении машин требуемого качества в установленном производственной программой количестве и в заданные сроки при наименьшей себестоимости.
Технология машиностроения имеет ряд особенностей, отличающих её от других специальных наук.
1. Технология машиностроения является прикладной наукой, вызванной к жизни потребностями развивающейся промышленности.
2. Являясь прикладной наукой, технология машиностроения вместе с тем имеет значительную теоретическую основу, включающую в себя: учение о типизации технологических процессов и групповой обработке, о жесткости технологической системы, о точности процессов обработки, теорию базирования заготовок, теорию рассеяния размеров обрабатываемых заготовок, погрешностях технологической оснастки и оборудования, о влияниях механической обработки на состояние металла поверхностных слоев заготовок, эксплуатационные свойства деталей машин, о припусках на обработку и другие теоретические разработки.
3. Технология машиностроения является комплексной инженерной и научной дисциплиной, тесно связанной и широко использующей разработки многих дисциплин, изучаемых в университете.
4. Технология машиностроения является одной из самых молодых наук, быстро развивающейся вместе с возникновением новой техники и совершенствованием промышленного производства.
5. Технология машиностроения в значительной мере определяет уровень профессиональной подготовки инженера-машиностроителя и его способности к практическому использованию достижений общетеоретических и общеинженерных наук.
Предметом изучения в дисциплине «Технология машиностроения» являются процессы изготовления деталей и сборки машин, проектирование этих процессов и управление ими.
Технология машиностроения как наука в своем развитии в нашей стране прошла несколько этапов.
Первый этап (до 1929 / 30 гг.) совпал с завершением периода восстановления и началом реконструкции промышленности страны. Он характеризуется накоплением отечественного и зарубежного опыта изготовления машин.
Второй этап (1930 – 1941 гг.) определяется продолжением накопления производственного опыта и проведением его обобщения и систематизации. В этот момент началась разработка общих научных принципов проектирования технологических процессов. На этом этапе разрабатываются:
Принципы типизации технологических процессов;
Теория базирования заготовок при их обработке, измерении и сборке;
Методы расчета припусков на обработку;
Расчетно–аналитический метод определения погрешностей обработки заготовок.
Третий этап (1941 – 1970 гг.) отличается исключительно интенсивным развитием технологии машиностроения, разработкой новых технологических идей и формированием научных основ технологической науки. В этот период подверглись глубокому изучению и научному анализу, а также теоретической проработке результаты практического применения дифференциации и концентрации обработки, методы поточного производства в условиях серийного и крупносерийного изготовления военной техники, применение переналаживаемой оснастки, методы скоростной обработки металлов.
В эти годы формируется и разрабатывается:
Теория точности обработки заготовок;
Учение о жесткости технологической системы и её влияние на точность и производительность обработки;
Учение о технологической наследственности;
Групповой метод обработки заготовок в серийном производстве.
Проводятся:
Теоретические и экспериментальные исследования качества обрабатываемой поверхности;
Исследования влияния динамики технологической системы на точность механической обработки, шероховатость и волнистость обрабатываемых поверхностей;
На базе типизации технологических процессов и групповой обработки с использованием переналаживаемого оборудования и технологической оснастки создаются поточные линии серийного производства.
Продолжается накопление производственного опыта изготовления машин, совершенствуются различные методы обработки заготовок.
Четвертый этап (1970 г. по настоящее время). Отличительной особенностью современного этапа развития технологии машиностроения является широкое использование достижений фундаментальных наук (математика, теоретическая механика, физика, материаловедение и др.) для решения теоретических проблем и практических задач технологии машиностроения. Распространяется применение вычислительной техники при проектировании технологических процессов и математическое моделирование механической обработки, применяется теория графов для моделирования технологических процессов. Создаются системы автоматизированного проектирования технологических процессов.
В настоящее время продолжаются разработки проблем технологической наследственности и упрочняющей технологии. Разрабатываются методы оптимизации технологических процессов по достигаемой точности, производительности и экономичности. Создаются системы автоматизированного управления ходом технологического процесса с его оптимизацией по всем основным параметрам изготовления и требуемым эксплуатационным качествам. Развертываются работы по созданию гибких производственных систем на основе использования ЭВМ, станков с ЧПУ, автоматизации межоперационного транспорта и контроля и робототехники.