Мы имеем возможность производить прокатные валки для листопрокатных и сортопрокатных станов.
Поставляем валки прокатных станов с производственной площадки в Турции. Производство деталей осуществляется по передовым технологиям на немецком оборудовании с соблюдением высокой точности изготовления из самых износостойких материалов, обеспечивающих высокую надежность и долгий срок службы.
Мы предлагаем:
- Валки для станкопрокатных и профильных станов
- Привалковая арматура для станкопрокатных и профильных станов
- Летучие ножницы
- Валки сортопрокатные
- Валки черновой группы
- Валки промежуточной группы
- Валки предчистовой группы
- Валки чистовой группы
- Валки калиброванный
- Привалковая арматура
- Металлургическое прокатное оборудование
Наши преимущества:
1. Гарантированное высокое качество продукции
2. Выгодная цена
3. Срок изготовления
Примеры
поставленных компанией ООО "БВБ-Альянс"
прокатных валков для различных металлургических производств
1. Валки правильного стана
Марка материала валка правильного стана
Твёрдость бочки валка правильного стана - HS 65...85.



2. Рабочие валки стана холодной прокатки листа
Марка материала валка стана холодной прокатки листа - 86СrMV7 (DIN 1.2327).
Твёрдость бочки валка стана холодной прокатки листа - 63 HRC.


3. Опорные валки листопрокатного стана.
Марка материала валка листопрокатного стана- 9ХФ (DIN 1.2235)
Твёрдость бочки валка листопрокатного стана - HS 45…60.




4. Валки трубного стана.
Марка материала валка трубного стана- 9Х1, 9Х2, 55Х, 45ХНМ, 150ХНМ.


Для оформления заказа на поставку валков необходимо предоставить следующие данные:
1. Конструктивный чертеж валка
2. Материал валков
3. Твердость бочки и шеек валков
4. Глубина рабочего слоя
5. Прокатываемый материал и сортамент
Дополнительная информация:
Тип стана
Тип и номер клети в стане
Чертёж калибровки (для калиброванных валков)
Максимальное усилие прокатки
Максимальный крутящий момент главного привода клети
и другие особые условия эксплуатации.
Перечисленные данные в виде заявки произвольной формы необходимо направить на
E-mail: info@сайт
Сроки изготовления, оплата и способ доставки оговариваются в договоре.
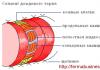
). В. п. выполняется основная операция прокатки - деформация (обжатие) металла для придания ему требуемых размеров и формы. В. п. состоят из трёх элементов (рис. ): бочки, двух шеек (цапф), приводного конца валка («трефа»). В. п. делятся на листовые и сортовые. Листовые применяют для прокатки листов, полос и ленты; бочка у этих валков цилиндрическая либо слегка выпуклая или вогнутая; такие валки называют также гладкими. Сортовые служат для прокатки фасонного (сортового) металла (круглого и квадратного сечения, рельсов, двутавровых балок и др.); на поверхности бочки этих В. п. делают углубления, соответствующие профилю прокатываемого металла. Эти углубления называют ручьями (ручьи двух В. п. образуют калибры), а В. п. - ручьевыми (калиброванными).
Основные размеры В. п. (диаметр и длина бочки) зависят от сортамента прокатываемой продукции. Диаметр В. п. для горячей прокатки составляет от 250-300 мм (прокатка проволоки) до 1000-1400 мм (прокатка блюмов и слябов). Для холодной прокатки применяют В. п. диаметром от 5 мм (на 20-валковых станах при прокатке фольги) до 600 мм (на 4-валковых станах при прокатке тонких полос).
В. п. чугунные твёрдостью 35-45 единиц по Шору (изготавливаются отливкой в глиняные формы) наиболее дешёвые и применяются при горячей прокатке мягкой полосовой стали; чугунные В. п. твёрдостью 55-75 единиц по Шору (изготавливаются отливкой в металлической формы - кокили) - на листовых станах и чистовых клетях сортовых и проволочных станов; легированные (хромом, никелем, молибденом) чугунные В. п. твёрдостью 40-70 единиц по Шору - на сортовых рельсобалочных и тонколистовых станах горячей прокатки; стальные В. п. - на блюмингах, слябингах, обжимных клетях сортовых станов и на станах холодной прокатки. Рабочие В. п. небольших многовалковых станов, а также станов для плющения проволоки из высокопрочных сталей изготовляют из керамических твёрдых сплавов типа карбида вольфрама (с добавкой кобальта); износостойкость таких валков в 30-50 раз выше, чем стальных легированных. Износостойкие и прочные В. п. для сортовой и листовой прокатки получают наплавкой их поверхности твёрдыми и сверхтвёрдыми сплавами.
Изношенные В. п. восстанавливают переточкой на вальцетокарных станках или перешлифовкой (валки листовых станов) на вальцешлифовальных станках.
Лит.: Целиков А. И., Смирнов В. В., Прокатные станы, М., 1958; Королев А. А., Механическое оборудование прокатных цехов, 2 изд., М., 1965.
П. И. Полухин.
Большая советская энциклопедия. - М.: Советская энциклопедия . 1969-1978 .
Смотреть что такое "Валки прокатные" в других словарях:
Рабочий орган прокатного стана, выполняющий деформацию металла для придания ему требуемых размеров и формы. * * * ВАЛКИ ПРОКАТНЫЕ ВАЛКИ ПРОКАТНЫЕ, рабочий орган прокатного стана, выполняющий деформацию металла для придания ему требуемых размеров… … Энциклопедический словарь
Рабочий орган прокатного стана, выполняющий деформацию металла для придания ему требуемых размеров и формы … Большой Энциклопедический словарь
Рабочий орган (инструмент) прокатного стана. В. п. выполняют осн. операцию прокатки деформацию (обжатие) металла для придания ему требуемых размеров и формы. В. п. подразделяют на 2 группы: листовые (для прокатки листов, полос и лент) и сортовые… …
ВАЛКИ ПРОКАТНЫЕ Металлургический словарь
Валки - (Смотри также Валок). Смотри также: шовсжимающие валки сортовые валки прошивные валки промежуточные валки …
См. Валки прокатные … Большой энциклопедический политехнический словарь
прокатные валки - Технологич. инструмент прокатного стана, выполняющий основную операцию прокатки деформацию металла для придания ему требуемых размеров, формы и свойств. Осн. элементы п. в.: бочка (рабочая часть наружной поверхности валка, к рая непосредственно… … Справочник технического переводчика
ВАЛКИ, ов, ед. валок, лка, муж. Механизм или часть механизма в виде спаренных валов 2. Прокатные в. | прил. валковый, ая, ое. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
Ов; мн. (ед. валок, лка; м.). Механизм (или его часть) в виде спаренных валов (2.В.). Прокатные в. ◁ Валковый, ая, ое. В. прокат. * * * ВАЛКИ ВАЛКИ, город на Украине, Харьковская область (см. ХАРЬКОВСКАЯ ОБЛАСТЬ), близ железнодорожной станции… … Энциклопедический словарь
прокатные валки - технологический инструмент прокатного стана, выполняющий основную операцию прокатки деформацию металла для придания ему требуемых размеров, формы и свойств. Основные элементы прокатных валков: бочка (рабочая часть наружной… … Энциклопедический словарь по металлургии
Требования, предъявляемые к стали для производства валков горячей прокатки.
Известно, что условия работы прокатных валков, даже аналогичного назначения и конструкции, могут значительно различаться. Общим условием работы валков горячей прокатки является следующее. Деформируемый металл разогревает поверхностный слой валка до высоких температур. Поверхность валка расширяется значительно сильнее, чем более холодные глубинные слои. Это приводит к возникновению больших напряжений: сжимающих – на поверхности и растягивающих – в глубинных слоях. В момент завершения каждого прохода горячего металла между валками поверхность валка, не находящаяся больше в соприкосновении с горячим металлом, под влиянием охлаждения водой остывает и быстро сжимается. В результате в валках возникают напряжения противоположного знака. Многократно повторяющийся быстрый циклический нагрев до высоких температур поверхностных слоев валка при контакте с раскатываемой заготовкой и их последующее охлаждение приводят к образованию сетки трещин разгара.
Проведенное М.А.Тылкиным исследование показало, что температура поверхности валка при установившемся процессе прокатки составляет 750-850°С, снижаясь во время пауз между пропусками на 100-150°С, а при переходе к новой заготовке - на 300-350°С. Однако уже на глубине 3-4мм от поверхности валка температура не превышает 100°С. Термические и структурные напряжения, возникающие на поверхности валка, суммируются с напряжениями от действующих нагрузок и могут превысит предел прочности отдельных микрообъемов, что и при водит к образованию трещин или сетке разгара.
Длительное пребывание стали при высоких температурах может привести к структурным изменениям. В сталях перлитного класса наиболее часто происходит сфероидизация цементита и карбидов.
Появились новые разработки, которые касаются прокатки с нагревом заготовки и валков проходящим через них электрическим током. Валки должны быть жаро- и износостойкими и иметь высокий коэффициент тепло и электропроводности.
Для прокатных валков критерием работоспособности являются термостойкость, износостойкость и усталостная прочность. В основном кованые валки горячей прокатки изготавливают из сталей 55Х, 60ХГ, 50ХН, 60ХН и углеродистой стали 50.
Упрочняющие покрытия для валков и технологического оборудования листопрокатных станов
В настоящее время требования к листовым прокатным сталям стали значительно выше. Требуются стали меньшей толщины, но большей прочности, обладающие большей усталостной прочностью и антикоррозионной стойкостью, стойкостью к откалыванию и ударам, отсутствию поверхностных дефектов, без добавки редких металлов, возможностью производить штамповкой детали сложной формы. Перечисленные свойства листовых сталей в значительной степени зависят от процесса их прокатки и последующей обработки (снятие окалины, травлением) и в первую очередь от качества поверхностей рабочих и опорных валков прокатных станов. Основные требования, предъявляемые к валкам для проката таких сталей: высокое сопротивление к износу, циклическая термическая усталость и окислению, образованию тепловых и разгарных трещин: высокая переносимость сетки мелких гладких трещин.
Перечисленным требованиям к валкам в настоящее время соответствуют так называемые составные валки, состоящие из двух или нескольких основных слоев (с промежуточными переходными слоями), изготовленные центробежным литьем. Однако, даже валки изготовленные из Scmi-HSS сталей в качестве поверхностного слоя, претерпевают радикальный износ до 1мм в течение проката 50000-90000 тонн металла, что соответствует примерно месяцу работы валка с поверхностным слоем из лучших высоколегированных сталей. После чего валок нужно снимать с прокатного стана и перетачивать.
Дальнейшее увеличение эксплуатационного времени рабочих валков листопрокатных станов может быть связано с увеличением износостойкости их поверхности путем нанесения защитно-упрочняющих покрытий наиболее перспективными методами нанесения покрытий являются следующие: газовым детонационным диффузионным насыщением, включая насыщение через жидкую фазу, автоионным распылением. Все вышеперечисленные методы можно использовать для нанесения покрытий на детали больших размеров, в том числе валки прокатных станов. В качестве упрочняющих покрытий использовали покрытия на основе боридов, тугоплавких металлов, их нитридов и карбидов. Износ нанесенных покрытий исследовался на специально созданных испытательных стендах, на которых имитировались условия близкие к условиям работы валков промышленных станов – температурный режим, изменение температуры (нагрев и охлаждение), эффективная глубина проникновения тепла в тело валка, механические нагрузки, линейная и угловая скорости движения валка и другие параметры. Экспериментально установлено, что износ выбранных типов покрытий в образцах в 3-12 раз меньше по сравнению с непокрытым образцом в зависимости от состава покрытия и метода его нанесения.
Основные требования к покрытиям – это высокая коррозионная и трибомеханическая стойкость в условиях работы валков, к методам нанесения – это возможность нанесения покрытий на более габаритные изделия.
Метод диффузионного насыщения.
Одними из наиболее перспективных диффузионных покрытий являются покрытия боридные, борохромистые и другие полученные путем диффузионного насыщения в вакууме с применением активатора.
При вакуумном активном диффузионном борохромировании поверхности стали из порошков чистых элементов – бора и хрома имеет место взаимодействие насыщающих компонентов в смеси с образованием новых устойчивых химических соединений – боридов хрома. В подобных случаях при диффузионном отжиге в смеси порошков металла и бора, как правило, происходит насыщение подложки преимущественно одним элементом, содержание которого превосходит величину, необходимую для образования, например, химического соединения Ме n B m . В определенной области концентраций порошковой засыпки диффузионные покрытия практически не образуются. Поэтому процесс борохромирования из порошков рационально проводить с использованием элементов, по крайней мере, одного в связанном состоянии. В качестве исходных порошков были выбраны карбид бора B 4 C и хром, а активатора – хлористый натрий.
При борохромировании сталей образующийся защитный слой состоит из твердого раствора хрома и бора в железе и сложных боридов (Fe,Cr) 2 B и (Fe,Cr)B.
Детонационный газо-термический метод .
Одним из основных методов нанесения покрытий определенного функционального назначения является детонационный метод, который относится к группе газотермических методов нанесения покрытий.
Основным элементом установки для нанесения детонационных покрытий является пушка, которая представляет собой цилиндрический или конический водоохлаждаемый канал. Канал периодически заполняется взрывчатой смесью из системы газораспределения. Поджог газовой смеси осуществляется от свечи в необходимый момент времени, а подача порошкового материала покрытия в ствол производится устройство в интервале между выстрелами. Скорость распространения волны в направлении открытого конца ствола составляет около 3000м/сек. Следом за детонационной волной движется высокотемпературный поток, состоящий из продуктов детонации и частиц порошка. Скорость частиц порошка до 1500м/сек. а их температура до 2000°С. В рамках выстрела формируется единичное пятно покрытия равное диаметру ствола и толщиной от 5 до 50мкм. Частота выстрелов установки не превышает 20 герц.
В качестве детонационной смеси используется смесь ацетилена и кислорода и другие смеси. Для нанесения покрытия детонационным методом могут быть использованы любые материалы от полимеров до тугоплавких керамик, а также металлы и их сплавы. Размер частиц порошка для нанесения покрытия лежит в пределах от 5…100мкм.
Производительность установки составляет около 6 кг покрытия в час, пористость покрытия не превышает 0,1% при этом нагрев покрываемой детали не превышает 250°С прочность сплетения покрытия детали достигают 180МПа.
Метод автоионного насыщения.
Основу метода составляет широко известный метод электронно-лучевого распыления в вакууме, обеспечивающий распыление материала электронным пучком в виде нейтральных атомов (или: атомное распыление). Разработки авторов позволяют преобразовать потоки нейтральных атомов в плазму (низкотемпературную неравновесную плазму), в которой кроме нейтральных атомов, имеются ионы металлов и электроны (атомно-ионное распыление). Ионизация нейтрального атомного потока производится возбуждением в парах металла либо несамостоятельного дугового, либо высокочастотного разрядов.
Метод сочетает в себе достоинства электронно-лучевого и ионно-плазменного методов нанесения покрытий – высокие производительность (скорость нанесения покрытий достигает 1мм/час) и степень ионизации потоков пара (10-70%). Разработаны системы полной очистки плазмы от нейтральных частиц и микроблоков с высокими показателями прохождения плазмы через сепаратор (до 50%).
Распыляемыми металлами могут служить как металлы, так и их соединения в виде карбидов, окислов и др. Химическое соединение в покрытии могут также формироваться при распылении только металлов, если осаждение производится в среде того или иного разряженного химически активного газа или смесь газов (аналогично возможностям других ионно-плазменных методов).
Достигаемое плазменное состояние вещества обеспечивает высокую химическую активность, что способствует проявлению ряда уникальных эффектов при формировании покрытий в частности:
1. Плазменная активация образования металл металлоидных связей позволяет формировать покрытие со сложной физикохимией при достаточно низких температурах осаждения, и таким образом, практически без изменения механических свойств подложки.
2. Активация процессов обеспечения прочного сцепления покрытия с подложкой за счет:
Очистки поверхности от загрязнений ускоренными ионами;
Образование прочных химических связей материала покрытия с подложкой вследствие упоминавшейся плазменной активации формирования этих связей;
Ионной имплантацией материала покрытия в покрываемую поверхность;
Радиационно-стимулированой диффузией атомов покрытия вглубь подложки.
3. Формирование нового типа диаграмм состояния металл-металоид - так называемых неравновесных диаграмм состояния, с образованием метастабильных состояний твердого тела, в том числе сверх пересыщенных твердых растворов. Это позволяет получить металлическое состояние вещества с твердостью, присущей керамике (система молибден-азот и др.).
4. Формирование особых структур (аморфного типа, нанокристаллических и др.).
Атомно-ионнное распыление позволяет получить толстые покрытия (порядка 1мм) при температурах, близких к комнатной, а также - массивные самонесущие изделия (методом наращивания слоев на подложке) как объемно-квазикристаллические, так и микро- или нанослоистые с толщиной слоев от нескольких микрон до нескольких нанометров. Покрытия в неравновесном разупорядоченном состоянии обнаруживают новые свойства не характерные для обычного поликристаллического состояния у материалов полученных традиционными металлургическими методами. Так, например, ионно-плазменные покрытия системы ниобий-углерод являются сверхпроводящими и в тоже время обнаруживают аномально высокую кавитационно-эрозионную стойкость при относительно низкой микротвердости.
В настоящее время существуют технологии нанесения покрытий вышеперечисленными методами толщиной до 1мм и более на длинномерные изделия до 1000-1100мм.
Снижение износа прокатных валков за счет микроплазменного упрочнения их поверхности.
С целью повышения срока эксплуатации прокатных валков производится микроплазменное упрочнение рабочей поверхности чугунных валков.
Микроплазменное упрочнение занимает лидирующее положение в ряду упрочняющих технологий валковоремонтного производства. Возможно восстановление работоспособности валков с выработанным отбеленным слоем до уровня заводской поставки. Своему названию метод обязан использованию микроплазменной техники разработанной для проведения прецизионных сварочных работ.
Метод микроплазменного упрочнения (МПУ) является одним из видов технологий с использованием концентрированных потоков энергии, определяется как поверхностная термическая обработка сжатой плазменной дугой диаметром до 0,4мм и плотностью мощности в тепловом пятне 5·10 3 - 5·10 4 Вт/см, движущимся с линейной скоростью 6-8 см/с.
В отличие от методов с большой интегральной мощностью источников нагрева (плазменного, газового, индукционного) МПУ обладает высокой технологичностью в аспекте трещин образования. Структурные превращения при МПУ происходят по схеме, присущей всем видам обработки концентрированными потоками энергии и сводятся к образованию структурной микронеоднородности, заключающейся в чередовании твердого высокодисперсного мартенсита и цементита с пластинами остаточного аустенита.
Валки прокатные
рабочий орган (инструмент) прокатного стана (В. п. выполняется основная операция прокатки - деформация (обжатие) металла для придания ему требуемых размеров и формы. В. п. состоят из трёх элементов (рис.): бочки, двух шеек (цапф), приводного конца валка («трефа»). В. п. делятся на листовые и сортовые. Листовые применяют для прокатки листов, полос и ленты; бочка у этих валков цилиндрическая либо слегка выпуклая или вогнутая; такие валки называют также гладкими. Сортовые служат для прокатки фасонного (сортового) металла (круглого и квадратного сечения, рельсов, двутавровых балок и др.); на поверхности бочки этих В. п. делают углубления, соответствующие профилю прокатываемого металла. Эти углубления называют ручьями (ручьи двух В. п. образуют калибры), а В. п. - ручьевыми (калиброванными).
Основные размеры В. п. (диаметр и длина бочки) зависят от сортамента прокатываемой продукции. Диаметр В. п. для горячей прокатки составляет от 250-300 мм (прокатка проволоки) до 1000-1400 мм (прокатка блюмов и слябов). Для холодной прокатки применяют В. п. диаметром от 5 мм (на 20-валковых станах при прокатке фольги) до 600 мм (на 4-валковых станах при прокатке тонких полос).
6. Классификация валков по твёрдости. Материал, типы, размеры
Развитие прокатного производства в сторону расширения сортамента связано с увеличением выпуска различных прокатных валков, проводок, роликов, направляющих прокатных станов. Такие детали изготавливают из чугуна, литой или деформированной стали, твердых сплавов. Прокатные валки являются основной рабочей частью прокатного стана, которая создает определенные размеры, форму и качество поверхности проката. К материалу валков предъявляют разнообразные и, часто, противоречивые требования, поэтому универсальной стали или сплава для их изготовления нет.
В общем случае материал валков должен обладать высокой поверхностной твердостью и прочностью, износостойкостью. Если валок работает в условиях теплосмен (горячая прокатка), материал должен иметь достаточную теплостойкость. При выборе чугуна в качестве материала для изготовления валка необходимо учесть тип стана, способ прокатки, производительность стана и другие технологические характеристики. Кроме прокатных, чугунные валки применяют в резинотехнической, бумагоделательной, мукомольной и других отраслях промышленности. Преимущества чугуна, как материала для их изготовления, возрастают с увеличением размеров валка. Существующие технологии производства чугунных отливок позволяют получать заготовки валков массой от 0,5 до 40 т и более. Такими составляющими являются карбиды. В чугуне с обычным содержанием элементов наиболее распространенным является карбид железа – цементит Fe3C. Можно считать, что износостойкость определяется твердостью чугуна с однотипным фазовым составом и чем выше твердость, тем выше износостойкость. Следует иметь в виду, что повышение твердости, как правило, сопровождается очень резким ухудшением литейных свойств, склонности к образованию трещин, обрабатываемости резанием. Поэтому при выборе марки чугуна в каждом конкретном случае следует учитывать, наряду с механическими свойствами, конфигурацию и размер отливки. Придание конструкции заготовки технологичных литейных форм, сокращение объемов механической обработки, являются обязательным условием получения качественной отливки.
Основные структурные составляющие чугуна располагаются по возрастанию твердости и износостойкости в такой ряд: графит, феррит, перлит, аустенит, мартенсит, цементит, легированный цементит, специальные карбиды хрома, вольфрама, ванадия и др., бориды. Износостойкость находится в сложной зависимости от количественного соотношения и распределения твердой, хрупкой фазы и сравнительно мягкой, пластичной основы.
Требованиям, предъявляемым к материалу валков, отвечает чугун, имеющий в поверхностном слое отливки большое количество структурно свободной карбидной фазы. Регулирование состояния металлической основы за счет легирования позволяет в достаточно широком интервале изменять износостойкость, термостойкость и обрабатываемость такого чугуна. Более глубокие внутренние слои могут не содержать карбиды, поэтому в отливке формируется несколько слоев, отличающихся структурой и свойствами. Таким образом, в поверхностном слое чугун содержит карбидную эвтектику, в более глубоких слоях углерод может выделяться в виде графита. Матрица может быть различной и зависит от состава чугуна, скорости охлаждения отливки и проведения термической обработки. В результате появления фаз с различными коэффициентами термического расширения в отливках возникают значительные внутренние напряжения. Для снятия напряжений и получения требуемых механических свойств литье подвергают термической обработке. При этом основное требование – отбеленная часть не должна претерпевать существенных изменений ни при термической обработке, ни в процессе эксплуатации.
Значительный процент повреждений рабочих валков (в среднем около 40-50%) и в очень многих случаях преждевременный выход их из строя объясняются недоброкачественностью изготовления валков.
а) Литье валков . В области составления шихты ряд американских и английских фирм имеет тенденцию к применению наименьшего количества компонентов, максимально однородных и по химическому составу (в особенности по содержанию кремния) и по физическим свойствам.
Английские фирмы составляют шихту для валков из 25-30% «переплава», соответствующего по химическому составу изготовляемым валкам с поправкой на угар, 40-50% валковой ломи и 20-35% подшихтовочных материалов (шведский древесноугольный чугун, или чугун «холодного дутья»).
Ряд американских и английских фирм и широко применяет раскисление и дегазификацию расплавленного металла (в ковше), используя в качестве раскислителя ферро-карботитан и ферро-кремнетитан. Первый из них, содержащий около 15-18% Тi имеет высокую точку плавления (1400°) и трудно растворяется в основной массе, второй имеет точку плавления значительно более низкую (1200°) и поэтому дает лучшие результаты. На основе ряда исследований, произведенных в СССР, считают , что значительно целесообразнее вводить титан и алюминий в состав чушковых доменных чугунов.
Формовочные материалы должны обладать высокими физическими свойствами в отношении огнестойкости, газонепроницаемости и связывающей способности.
Отливка валков прокатных станов производится в опоках, кокилях, а также в сборных кокилях. В последнем случае шейки и трефы валков предварительно формуются в опоках, формы просушиваются, затем для бочки валка устанавливается кокиль.
Мягкие валки из серого чугуна отливаются в глиняных опоках, стальные-в специальных опоках, имеющих для бочки песчаную форму с холодильниками (фиг. 187, а).
Чугунные валки большой твердости с отбеленной поверхностью бочки отливаются в металлических кокилях без футеровки, тогда как кокили для полутвердых валков обмазываются внутри глиной, что противодействует резкой отбелке чугуна. Шейки и трефы валков отливаются в глиняных формах.
При производстве двухслойных чугунных валков (шведский способ) формовка производится как обычно, но только диаметр литника делается больше на 25-30%, причем для спуска промытого металла на верхней прибыли устанавливается спускной жолоб (фиг. 187, б). Отливка ведется в кокилях обычной формы и размеров. Количество серого чугуна, потребного для промывки, зависит от химического состава белого и серого чугунов, веса и назначения валков. На европейских заводах оно достигает 25% от общего веса валка, на Надеждинском заводе - 40% и даже больше.
Сборные кокили устраиваются с прорезями для свободного выхода газов и для ослабления деформаций, возникающих под влиянием термических ударов, или с гофрированной, волнообразной поверхностью, обеспечивающей меньшую овальность закаленного слоя после обработки поверхности валка на токарных станках.
На фиг. 188, а, б, в изображено кольцо сборного кокиля Никольса.
Гладкие и калиброванные закаленные и даже полутвердые валки отливаются теперь с готовыми трефами, формовка которых осуществляется по моделям в песчаных формах в одной опоке с шейками.
Калиброванные валки отливаются с уплотненными ручьями, для чего в отдельные участки формы чугунных кокилей помещаются холодильники.
Литниковые лейки применяются с вертикальной стенкой и квадратным сечением воронки, что способствует спокойной заливке металла (патент Даниэльса) (фиг. 189, а, б).
Некоторые английские фирмы (Акрилл и др.) опоки для полутвердых валков и кокили для закаленных подогревают перед заливкой до температуры 250 - 400° в зависимости от диаметра, химического состава и требуемых механических свойств валков.
Широко распространилась отливка калиброванных (фиг. 190, а) и комбинированных (фиг. 190, б) валков для сортовых и рельсобалочных станов ввиду значительного экономического преимущества их перед гладкими отливками, которые при вырезке калибров значительно ослабляются.
б) Термическая обработка имеет целью уничтожение литейной неоднородности, перевод всей металлической массы в твердый раствор, получение потребной структуры и необходимой твердости, уменьшение внутренних напряжений.
Известная английская фирма «Брайтсайд Чиллед Грейн и Элоу Ролле» для валков со стальной основой применяет двойную или при высококачественных валках даже тройную термическую обработку.
1. Первый нагрев до температуры выше верхней критической точки Асз - 50° со скоростью 15-20°/час и выдержкой при этой температуре (час на каждые 25 мм диаметра) с последующим охлаждением на воздухе (без сквозняков) до температуры 300°.
2. Второй нагрев с 300° до температуры, близкой к нижней критической точке, с выдержкой в течение нескольку часов для облегчения перлитного превращения.
Фиг. 187. Способы отливки валков: а - отливка стальных валков по способу «Юнайтед»; б - отливка чугунных (двухслойных) валков «шведским» способом
Фиг. 188. Устройство кольца сборного кокиля Никольса: а - вид сверху; б- разрез по АВ; в - разрез, показывающий углубление формы для местной закалки
3. Третий нагрев производится до температур критического интервала (в зависимости от желаемой структуры и твердости), но не выше верхней критической точки. За нагревом следует выдержка при этой температуре (час на каждые 25 мм диаметра) с последующим насколько возможно быстрым охлаждением в печи (до 450°). Затем новая выдержка при этой температуре (минимум час на каждые 25 мм диаметра) с последующим медленным охлаждением вместе с печью.
На этом же заводе режим термической обработки валков с чугунной основой заключается в следующем: нагрев (15-20°/час) ниже нижней критической точки Ас выдержка при температуре 500-450° (час на каждые 25 мм диаметра) и медленное охлаждение вместе с печью.
Чтобы облегчить уничтожение литейной неоднородности и дендритности структур при термообработке, за границей широко практикуют производство валков с общим содержанием углерода в пределах растворимости его в основной металлической массе. Широко применяют также заливку валков при возможно более высокой температуре, причем для защиты кокилей и форм шеек и трефов, последние покрывают при помощи пульверизатора специальной огнестойкой краской, способствующей активному удалению газов.
Внутренние напряжения, возникающие от усадки и при переходе критического интервала в углеродистых валках ослабляют охлаждением в кокилях до 180-200°; в легированных - при помощи замедленного охлаждения до температуры окружающего воздуха. Высоколегированные и специальные валки нуждаются в неоднократном нагреве, охлаждении, нормализации и выдержке. Охлаждение применяется как быстрое, так и замедленное, в частности охлаждение вместе с печью.

Фиг. 189. Сборный кокиль Даниэльса: а -вид сверху; б - продольный разрез

Фиг. 190. Отливка в кокилях калиброванных (а) и комбинированных (б) валков
Американская фирма «Люис фаундри Ко» применяет для охлаждения цилиндрические кожухи, изготовленные из котельного железа с внутренним диаметром, большим внешнего диаметра кокилей на 150-200 мм. Пространство между кожухом и кокилем засыпается сухим песком или другим каким-либо нетеплопроводным материалом.
Некоторые американские и английские фирмы придают большое значение вопросу естественного и искусственного старения. Прежде чем пустить валки в работу, фирма «Пери и Сын» выдерживает их на стеллажах в течение 3-6 месяцев.
Искусственное старение прокатных валков заключается в нагреве их до температуры ниже нижней критической точки Ас и выдержке при этой температуре с последующим медленным охлаждением.
в) Ковка валков , как и литье, тесно связана с термической их обработкой, отдельные операции которой чередуются со стадиями ковки, оказывая влияние на режим всего процесса в целом при изготовлении стальных кованых валков.
г) Сведения о механической обработке валков подробно излагаются ниже, здесь же приводим только общие указания о шлифовке и полировке, завершающих процесс изготовления валков.
Валки твердостью до 90 единиц по Шору требуют зеркальной отделки, осуществляемой полировкой несколькими (2-6) шлифовальными кругами с постепенно возрастающим номером зерна (24-500). Шлифовку на предшествующих стадиях необходимо вести очень тщательно, так как дефекты шлифовки не могут быть исправлены последующей полировкой на более тонких шлифовальных кругах.
Недостаточное охлаждение и смазка, внезапные остановки при шлифовке валка, большая подача и т. д. могут вызвать местное горение валка, приводящее к трещинам. Трещины могут появиться также от шлифовки валка слишком твердым кругом.
д) Хромирование валков , впервые освоенное в СССР в 1936г. на заводах «Красный гвоздильщик» , и НКМЗ , в последнее время получает все более широкое применение в технике.
Осуществленные электрическим способом хромовые покрытия придают валкам большую твердость, повышенную стойкость на истирание, пониженный коэффициент трения и высокие антикоррозийные свойства. Стойкость хромированных валков в 2-6 раз выше стойкости нехромированных . Твердость первых выше твердости вторых на 2-4 единицы по Шору.
Процесс хромирования валков можно разбить на три основных этапа: механическая очистка поверхности валка, химическая подготовка, хромирование.
Механическая очистка заключается в шлифовке и полировке бочек валков. Шлифовка производится корундо-шеллаковыми кругами с зернистостью 90-120, полировка - при помощи войлочного круга, покрытого полировочной пастой (венская известь, техническое сало, стеарин и жир) или пастой ГОИ акад. Гребенщикова (прокаленная окись хрома и стеариновая кислота).
Химическая подготовка поверхности валка заключается в обезжиривании в бензине, протирке венской известью, промывке и подогреве в горячей воде (до 50°).
Нормальное проведение процесса хромирования обеспечивается установлением правильного режима, подбора состава электролита, его температуры и плотности тока.
На заводе «Красный гвоздильщик» состав электролита (нормальная ванна) таков: хромового ангидрида-250 г/л, серной кислоты - 2-2,5 г/л; плотность тока 15 А/дм (в начальный момент 10 А/дм ); температура электролита 45-47°.
На этом заводе хромированию подвергались валки диаметром 100-220 мм, с твердостью по Шору не ниже 90 единиц. Каждый валок помещался в отдельную ванну и, будучи подвешен крючком (фиг. 191, а) на токоподводящую ванну, служил катодом; анод имел форму цилиндра, разделенного на две части и подвешенного на крючках к токоподводящей шине.
Для лучшего сцепления хрома с основным металлом через 30-40 сек. пребывания валка в ванне подавался обратный ток. Хромирование 1лилось 2 часа, после чего валок вынимали из ванны, промывали в горячей воде и выдерживали в течение суток, прежде чем отправить на стан.
Впоследствии благодаря изменению форм анода схемы подвода тока получили возможность вместо одного хромировать одновременно несколько валков (фиг. 191, б), с расстоянием между ними а =270 мм.

Фиг. 191. Хромирование валков: а - рабочий валок (сверху) и приспособления для хромирования (снизу); б - одновременное хромирование в одной ванне трех валков

Фиг. 192. Способы хромирования валков и крупных деталей на НКМЗ: 1- ролик; 2 - вентиляционные клапаны; 3 - анодная шина; 4 - деревянное кольцо; 5 - аноды; 6 - электролитная ванна; 7 - целлулоидный экран; 8 - водяная рубашка; 9 - зажимной хомут, 10 - штуцер для спуска электролита; 11 - резина; 12 -подвод тока
Большого внимания заслуживает способ хромирования крупных деталей, примененный на НКМЗ при изготовлении роликов моечной машины тонколистового стана завода «Запорожсталь».
Вследствие больших размеров роликов (диаметр 220 мм, длина 1700 и 2200 мм, соответственно хромируемые поверхности 1,36 и 1,76 м ) и ограниченной мощности источников тока (максимум 1000 А) была применена ванна (фиг. 192), в которой можно было вести хромирование по частям. Ванна представляет собой бак с водяной рубашкой, подогреваемой паровым змеевиком. В дне ванны имеется отверстие, выложенное резиной. Диаметр отверстия соответствует диаметру ролика, подвергающегося хромированию. Дно ванны выложено трехслойным целлулоидом с толщиной каждого слоя в 0,5мм.

Фиг. 193, в. Схема действия сил между полосой и валками, вызываемых трением при истечении материала
Концы роликов на длине в 360 мм сначала хромировались в обычной хромовой ванне. Для хромирования середины ролики переносили в ванну, изображенную на фиг. 192, где процесс хромирования осуществлялся поясами высотой в 350 мм каждый. При переходе от одного пояса к другому ролик не вынимался из ванны, а продвигался на необходимую высоту сквозь отверстие, обложенное резиной.
Исследования показали , что хромированные валки имеют твердость по отношению к нехромированным больше на 2-4 единицы по Шору.

Фиг. 193, а и о. Схемы буксования полосы при ее задаче в валки (а), буксования валков при выходе полосы (б)