Как известно, азот является основной частью земной атмосферы, составляя примерно 78% ее по объему. Азот - это негорючий, взрывобезопасный, неядовитый инертный газ. Однако, азот, используемый в промышленности и в непромышленных сферах применения, может представлять серьезную опасность как в случае быстрой декомпрессии у ныряльщиков (Кессонная болезнь), так и как асфиксант (интересно, что немецкое название азота, "Stickstoff", означает как раз «удушающее вещество»).
Азотная асфиксия
В среднем, человек делает 12-20 вдохов/выдохов в минуту - причем, скорость дыхания регулируется мозгом на основе концентрации в крови двуокиси углерода CO 2 или, точнее, на основе определяемого этой концентрацией значения pH. За каждый цикл «вдох/выдох» в легких человека, имеющих полезный общий объем примерно 3 литра, заменяется примерно 600 мл газа - в нормальной ситуации, как известно, организм млекопитающих, и человека в том числе, поглощает кислород, выделяя через легкие в атмосферу продукт его переботки - двуокись углерода, или углекислый газ, CO 2 .
При вдыхании азота, уже через 2-3 вдоха/выдоха концентрация кислорода в легких понизится до такой степени, что кислород начнет выходить из кровотока обратно в легкие и затем, с каждым выдохом человека, в атмосферу. Менее чем через 1 минуту после начала вдыхания азота парциальное давление кислорода в артериальной крови снизится до 50% от давления насыщения, а через 3 минуты оно упало бы до нуля.
При этом, неприятные ощущения, которые человек обычно испытывает при недостатке воздуха (например, при задержке дыхания), и которые вынуждают человека срочно восстановить для себя нормальный доступ воздуха, с физиологической точки зрения объясняются вовсе не недостатком кислорода, а избытком углекислого газа. Вдыхая вместо воздуха азот, человек, тем не менее, продолжает выдыхать еще остающийся в крови углекислый газ, и, соответственно, организм не зафиксирует ни роста концентрации углекислого газа, ни связанных с этим ростом мучительных ощущений.
В отсутствие же неприятных ощущений удушья и тревожной реакции организма, дальнейшее развитие ситуации может быть печальным: при падении насыщения артериальной крови кислородом ниже уровня 60% происходит потеря сознания. Подобное снижение содержания кислорода в крови произойдет примерно через 40 секунд при концентрации кислорода во вдыхаемом воздухе, составляющей 4-6%. В случае меньшей концентрации кислорода в воздухе, потеря сознания случится еще быстрее - например, по результатам статистических данных, собранных американскими военно-воздушными силами, на высоте 13 км, где содержание кислорода в воздухе составляет 3,6% в пересчете на эквивалент на уровне моря, среднее время нахождения в сознании без искусственной подачи кислорода составляет всего 9-12 секунд.
В общем, можно выделить следующие этапы развития симптомов гипоксии в зависимости от содержания кислорода во вдыхаемом воздухе (следует заметить, что ниже приведены симптомы, наступающие через разное время; в ситуации азотной асфиксии есть высокая вероятность того, что потеря сознания наступит раньше, чем проявятся эти симптомы или пострадавший успеет осмыслить их значение; по публикации Ассоциации по сжатым газам, Compressed Gas Association, 2001
):
20,9% → нормальное самочувствие
19,0% → некоторые физиологические эффекты, не заметные самому пострадавшему
16,0% → тахикардия, учащенное дыхание, легкая спутанность сознания, пониженная координация
14,0% → ощущение усталости, сниженное настроение, сильные нарушения координации, спутанность сознания
12,5% → тошнота, рвота, сильная спутанность сознания и потеря координации, затрудненное дыхание
10,0% → потеря возможности двигаться, потеря сознания, судороги, смерть
Итак, при отсутствии ощущения удушья, человек все-таки может заметить симптомы гипоксии: головную боль, головокружение, тошноту, усталость или, иногда, легкую эйфорию. Однако, само появление этих симптомов, а также их интенсивность и длительность их до момента потери сознания зависят от индивидуальных особенностей организма; более того, даже у одного и того же человека гипоксия может сопровождаться этими симптомами не каждый раз. Таким образом, возможна и внезапная, без каких-либо «предвестников», потеря сознания. Вслед за потерей сознания, если человек продолжает находиться в атмосфере, насыщенной азотом, в течение минут можно ожидать клинической, а затем и биологической смерти.
Летальные случаи асфиксии азотом
Смертельные случаи удушья от азота не редки. По данным американской правительственной Комиссии по химической безопасности и расследованию несчастных случаев, за период с 1992 по 2002 год в США было зафиксировано 80 смертей от удушья азотом на промышленных предприятиях, а также в медицинских и научных учреждениях. Поиск в российских поисковых системах позволяет найти многократные упоминания о подобных несчастных случаях, произошедших и в России.
Как и можно было бы предположить, бóльшая часть смертельных случаев азотной асфиксии происходят в закрытых пространствах без адекватной вентиляции. Наоборот, как это ни странно, значительная часть случаев произошла в результате ошибочного использования азота вместо сжатого воздуха: например, рабочий ошибочно использовал азот для продувки оборудования в закрытом помещении малого объема. Не ожидая создания азотной газовой среды и не заметив ее, рабочий погиб; его коллега, пытаясь спасти его, также погиб.
В другом случае, трое рабочих осуществляли очистку внутренних фильтров в резервуаре хранения водорода. Перед этим, резервуар был продут азотом. Один из рабочих поднялся на техническом лифте к верхней части резервуара, оборудованной люком, и в процессе выполнения работ частично перегнулся внутрь резервуара. Через некоторое время его коллеги заметили, что рабочий не реагирует на обращения к нему; оказалось, что он был без сознания; позднее он скончался.
Еще в одном случае, два работника компании-подрядчика проводили абразивную обработку труб внутри бойлера на химическом заводе. Оба дышали через респираторы, подсоединенные к 12-баллонной клетке воздушных баллонов. Третий работник находился снаружи - через некоторое время, попытавшись вызвать коллег звуком пневмогудка, он не получил ответа. Оба работника были найдены внутри в бессознательном состоянии. При проверке баллонов со сжатым воздухом выяснилось, что в них вместо воздуха находилась газовая смесь с менее чем 5-процентным содержанием кислорода.
Похожий случай с тройным смертельным исходом произошел при проведении работ в покрасочной камере, которая перед этим была по ошибке продута вместо сжатого воздуха азотом.
Еще один случай произошел при попытке рабочего подрядчика использовать пневматический отбойный молоток для откалывания отложений с печи на алюминиевом заводе. Обнаружив 2 магистральные линии со сжатым газом, одну с маркировкой «природный газ», а другую с присоединенным к ней старым куском картона с надписью «воздух», рабочий присоединил шланги от этой линии к молотку и к своему респиратору. В ненадлежащим образом промаркированной магистрали содержался азот, и рабочий задохнулся.
Азотные установки и опасность асфиксии
Линии производства азота могут представлять опасность сразу в нескольких отношениях: как оборудование, работающее под давлением, как электрооборудование, а также и как оборудование, производящее азот. При проектировании и строительстве помещений для линий, монтаже, эксплуатации и оборудовании оборудования надлежит руководствоваться, в том числе, требованиями ПБ 11-544-03 «Правил безопасности при производстве и потреблении продуктов разделения воздуха» [скачать] , а также, конечно, и требованиями других актуальных Правил и иных утвержденных Госгортехнадзором и другими полномочными государственными органами документов, инструкций на оборудование и, наконец, здравым смыслом.
Кстати можно отметить, что, к счастью, непосредственная опасность азотной асфиксии, представляемая установками по производству азота как адсорбционного, так и мембранного типа, часто несколько нивелируется следующими фактами:
Во-первых, газовый отход, то есть несколько обогащенный кислородом воздух, обычно сбрасывается в атмосферу прямо с самого генератора азота. Поэтому, возможные утечки азота как из самой установки, так и из трубопроводов и азотных ресиверов-накопителей вблизи от установки не представляют собой опасности за исключением случаев сброса большого количества азота за малое время. Обычно же, азот, вышедший из генератора в атмосферу из-за утечки, просто смешается с газовым отходом, выходящим в атмосферу постоянно при работе установки, и в сумме они дадут просто воздух нормального состава (точнее, более вероятно в этом случае, наоборот, повышенное содержание кислорода, а не азота).
Во-вторых, мощным фактором безопасности является размещенный поблизости от установки воздушный компрессор (конечно, тогда, когда он размещен поблизости), забирающий воздух из помещения, и особенно с воздушным охлаждением. Забор воздуха на охлаждение теплообменников таким компрессором будет на порядки превышать объемную производительность генератора азота, который снабжается сжатым воздухом от этого компрессора. Если компрессор оснащен коробом отвода нагретого воздуха охлаждения, то тогда даже в случае массивной утечки азота она будет очень быстро ликвидирована забором воздуха охлаждения компрессором. Но даже если компрессор и не оборудован отводным коробом, то движение воздушных масс создаваемое его вентилятором, а также и забор им воздуха на сжатие будут значительно способствовать делокализации утечки.
Опасный производственный объект (далее – ОПО) – одно из самых главных понятий в области промышленной безопасности. Если промышленный объект является ОПО, то к нему применяются требования промышленной безопасности, главные из которых изложены в Федеральном законе «О промышленной безопасности опасных производственных объектов» . Если объект не ОПО, то положения этого закона не применяются, а соответственно и все его подзаконные акты.
Хотя термин «опасный производственный объект» и не входит в основные понятия Федерального закона, ему полностью посвящена статья 2 этого Федерального закона в которой определены его основные характеристики:
– какие объекты относятся к ОПО;
– обязательность регистрации в государственном реестре;
– деление на классы опасности;
– присвоение классов опасности;
– ответственность за полноту и достоверность сведений при регистрации в государственном реестре.
Что является опасным производственным объектом?
Пункт 1 статьи 2 Федерального закона «О промышленной безопасности опасных производственных объектов» отсылает нас к приложению 1 этого закона, где содержаться критерии по которым стоит относить производственные объекты к ОПО.
Опасными производственными объектами в соответствии с настоящим Федеральным законом являются предприятия или их цехи, участки, площадки, а также иные производственные объекты, указанные в Приложении 1 к настоящему Федеральному закону.
В этом приложении перечислены производственные объекты с определенными характеристиками (например: транспортируются опасные вещества, используются стационарно установленные грузоподъемные механизмы, выдуться горные работы и т.д.)
, которые необходимо относить к опасным производственным объектам.
Только ФЗ-116 содержит критерии отнесения производственного объекта к ОПО!
Подробнее о применении приложения 1 в целях идентификации опасных производственных объектов, мы рассмотрим в следующих статьях.
Регистрация опасных производственных объектов
Пункт 2 статьи 2 Федерального закона содержит требование об обязательной регистрации ОПО в государственном реестре в порядке, устанавливаемом Правительством Российской Федерации. В настоящий момент (смотрите дату обновления статьи) таким документом являются «Правила регистрации объектов в государственном реестре опасных производственных объектов» . Дополнительно к Правилам можно ознакомиться с «Административным регламентом Федеральной службы по экологическому, технологическому и атомному надзору по исполнению государственной функции по регистрации опасных производственных объектов и ведению государственного реестра опасных производственных объектов» .
Классы опасности ОПО
С 4 марта 2013 года в Федеральный закон «О промышленной безопасности опасных производственных объектов» внесены изменения в части разделения опасных производственных объектов, т.е. они делятся на четыре класса опасности в зависимости от уровня потенциальной опасности аварий на ОПО для жизненно важных интересов личности и общества:
I класс опасности – опасные производственные объекты чрезвычайно высокой опасности;
II класс опасности – опасные производственные объекты высокой опасности;
III класс опасности – опасные производственные объекты средней опасности;
IV класс опасности – опасные производственные объекты низкой опасности.
Критерии, по которым ОПО относятся к определенным классам опасности, установлены в приложении 2 Федерального закона . Так же законом устанавливается, что присвоение класса опасности производится при регистрации ОПО в государственном реестре.
Ответственность за предоставленные сведения об ОПО
Пункт 5 статьи 2 Федерального закона вводит ответственность руководителей организаций, эксплуатирующих ОПО, за полноту и достоверность сведений, представленных для регистрации в государственном реестре опасных производственных объектов. Это новое требование, хотя аналогичные требования ранее закреплялись и в настоящий момент действуют в ряде подзаконных нормативных правовых актов, например, п. 6 приложения 8 к «Административному регламенту Федеральной службы по экологическому, технологическому и атомному надзору по исполнению государственной функции по регистрации опасных производственных объектов и ведению государственного реестра опасных производственных объектов» .
Список использованных источников:
Федеральный закон от 21 июля 1997 г. № 116-ФЗ “О промышленной безопасности опасных производственных объектов”; «Правила регистрации объектов в государственном реестре опасных производственных объектов» (утв. постановлением Правительства РФ от 24 ноября 1998 г. № 1371); «Административный регламент Федеральной службы по экологическому, технологическому и атомному надзору по исполнению государственной функции по регистрации опасных производственных объектов и ведению государственного реестра опасных производственных объектов» (утв. приказом Федеральной службы по экологическому, технологическому и атомному надзору от 4 сентября 2007 г. № 606).Требования безопасности при эксплуатации опасных производственных объектов
Требования безопасности при эксплуатации опасных производственных объектов (ОПО) установлены ФЗ-116 от 21.07.97г. «О промышленной безопасности опасных производственных объектов». Закон направлен на предупреждение аварий на ОПО и быструю локализацию и ликвидацию последствий и обязателен для всех организаций, связанных с деятельностью ОПО в РФ, независимо от форм собственности.
Классификация опасных производственных объектов
Опасными производственными объектами являются предприятия, их цехи, участки, площадки и иные производственные объекты, на которых получаются, используются, перерабатываются, хранятся, транспортируются, уничтожаются следующие опасные вещества:
- воспламеняющиеся вещества - газы, которые при нормальном давлении и в смеси с воздухом становятся воспламеняющимися, и температура кипения которых при нормальном давлении меньше 200С (метан tвсп=-161°С, пропан tвсп=-42°С, бутан tвсп=-°,5°С);
- окисляющие вещества - кислород, озон, бром, серная и азотная кислоты и
- горючие вещества - жидкости, газы, пыли, способные взрываться и самостоятельно гореть без источника воспламенения (бензин, бензол, толуол и др.);
- взрывчатые вещества - азотнокислые натрий, калий, кальций, бертолетова соль и др.;
- токсичные вещества со среднесмертельной концентрацией LD50=15-200мг/кг при попадании в желудок, LD50=50-400мг/кг при попадании на кожу, LD50=0,5-2мг/л в воздухе;
- высокотоксичные вещества, у которых LD50 менее 15 мг/кг при попадании в желудок, LD50 менее 50 мг/кг при попадании на кожу, LD50 менее 0,5 мг/кг в воздухе.
Опасными считаются производственные объекты, на которых:
- используется оборудование, работающее под давлением более 0,07МПа или при температуре воды более 115 °С;
- используются стационарно установленные грузоподъемные механизмы, эскалаторы, канатные дороги, фуникулеры;
- получаются расплавы черных и цветных металлов и сплавы на их основе;
- ведутся горные работы, работы по обогащению полезных ископаемых, а также работы в подземных условиях.
Опасным производственным объектом может быть не только предприятие в целом, но и его цех, участок, площадка, т.е. часть предприятия.
Если на предприятии несколько цехов и лишь один обладает признаками опасности, то ОПО считается этот цех, а не все предприятие.
Согласно ФЗ-116 все ОПО должны регистрироваться в государственном реестре. При этом регистрация ОПО не отменяет существующую регистрацию технических устройств (сосудов, работающих под давлением, котлов, ГПМ и др.). К техническим устройствам, которые подлежат сертификации на соответствие требованиям промышленной безопасности, разрешение на изготовление и применение которых дает Ростехнадзор, относятся:
- оборудование подъемно-транспортное (грузоподъемные краны, подъемники, лифты);
- котельное оборудование, трубопроводы пара и горячей воды; оборудование, работающее под давлением более 0,07 МПа; газовое оборудование котлов, технологических линий и агрегатов, газогорелочные устройства и др.; технические устройства, работающие на ОПО с взрывоопасными и токсичными средами, в том числе приборы, средства контроля, сигнализации и машинное оборудование; насосы, компрессоры, воздушные и газовые части к ним; трубопроводы для ОПО; электросварочное оборудование на ОПО; арматура для технических устройств на ОПО.
В организации разрабатывается и утверждается перечень технических устройств, подлежащих сертификации.
Сертификацию технических устройств проводят аккредитованные организации в области промышленной безопасности.
Обязанности организации по обеспечению промышленной безопасности
Организация, эксплуатирующая ОПО, обязана:
- соблюдать требования нормативных актов и ФЗ-116;
- иметь лицензию на эксплуатацию ОПО; для получения лицензии на эксплуатацию ОПО заявитель должен предъявить в Ростехнадзор: акт приемки ОПО или положительное заключение экспертизы промышленной безопасности, декларацию промышленной безопасности ОПО в четырех экземплярах, до начала эксплуатации у заявителя должен быть договор страхования риска ответственности за причинение вреда при эксплуатации ОПО;
- иметь штат квалифицированных работников;
- обеспечивать обучение и аттестацию работников;
- обеспечивать функционирование приборов и систем контроля;
- проводить экспертизу промышленной безопасности, испытание сооружений и технических устройств;
- предотвращать попадание на территорию посторонних лиц;
- обеспечивать хранение опасных веществ;
- разрабатывать декларацию промышленной безопасности;
- выполнять предписания государственного надзора;
- приостанавливать деятельность ОПО при аварии;
- осуществлять локализацию и ликвидацию последствий аварий;
- участвовать в расследовании причин аварий, вести учет аварий и информировать органы государственного надзора об авариях и инцидентах;
- информировать работников об авариях и защищать их здоровье.
Экспертиза промышленной безопасности опасных производственных объектов
Экспертиза промышленной безопасности ОПО проводится с целью установления достоверности информации, ее полноты и соответствия стандартам, правилам и нормам промышленной безопасности. Экспертизе подлежат:
- проектная документация;
- технические устройства, применяемые на опасном производственном объекте;
- здания и сооружения;
- декларация промышленной безопасности.
В соответствии с ПБ 03-246-98 «Правила проведения экспертизы промышленной безопасности», утвержденными постановлением Госгортехнадзора № 64 от 06.11.98г. экспертиза проводится аккредитованными организациями, входящими в перечень организаций, имеющих право проведения экспертизы, утвержденный МЧС России и Ростехнадзором, и имеющими лицензию.
Для проведения экспертизы организация подает заявку и комплект документов: проектную документацию, декларацию промышленной безопасности, акты испытаний, сертификаты на технические устройства и другие документы по согласованию с экспертной организацией. Срок экспертизы - три месяца. После завершения экспертизы заказчику направляется проект заключения, претензии заказчика принимаются в течение двух недель. При отрицательном заключении заказчику предоставляются обоснованные выводы и предложения о доработке документации. Повторная экспертиза проводится в полном объеме.
Декларация промышленной безопасности
Декларация промышленной безопасности ОПО это документ, в котором представлены:
- результаты оценки риска аварий;
- меры по предупреждению аварий и готовности организации к эксплуатации ОПО;
- меры по локализации и ликвидации последствий аварии.
Декларация промышленной безопасности разрабатывается на ОПО, где имеются:
- воспламеняющиеся газы в количестве до 200т;
- горючие жидкости на складах в количестве до 50000т;
- горючие жидкости в технологическом процессе до 200т;
- токсичные вещества в количестве до 200т;
- высокотоксичные вещества в количестве до 20т;
- окисляющие вещества в количестве до 200т;
- взрывчатые вещества в количестве до 50т;
- вещества, опасные для окружающей среды до 200т.
Если расстояние между ОПО менее 500 м, то определяется суммарное количество опасного вещества, находящееся на всех объектах.
Если применяется несколько видов веществ одной категории, то их суммарное количество определяется условием

где mi - количество применяемого вещества; Mi - пороговое количество веществ, указанных выше; n - виды веществ.
В декларацию включаются: сведения о расположении организации, численности персонала, анализ риска аварий, оценка последствий, характеристика систем контроля и сведения о мерах по предупреждению ЧС, сведения о системах оповещения персонала и населения о возникновении ЧС, мероприятия по защите персонала ОПО и порядок действия сил и средств по предупреждению и ликвидации ЧС, сведения о необходимых ресурсах и резервах для ликвидации ЧС.
Декларация составляется в четырех экземплярах для МЧС, Ростехнадзора, органов местного самоуправления и для организации.
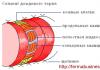
Применяемая технология
Генератор извлекает азот, имеющийся в окружающем воздухе и из других газов, применяя технологию адсорбции с колебаниями давления. Во время процесса адсорбции с колебаниями давления сжатый чистый окружающий воздух подводится к молекулярному ситу, которое позволяет азоту пройти внутрь как получаемый газ, но адсорибрует другие газы. Сито пропускает адсорбированные газы в атмосферу, когда выходной клапан закрыт, а давление фильтрации возвращается к давлению окружающей среды. Затем фильтрующий слой прочищается азотом перед тем, как вводить свежий сжатый воздух для нового цикла производства. Для того, чтобы гарантировать постоянный поток продукта, генераторы азота используют два молекулярных фильтрующих слоя, которые подключаются альтернативно между адсорбционными и регенерирующими фазами. При нормальных рабочих условиях и при правильном обслуживании молекулярные фильтрующие слои имеют почти бессрочный срок службы. Технология адсорбции с колебаниями давления имеет несколько международных патентов и соответствие стандартам рынка по исполнению и эффективности.
Компоновка оборудования
Для того, чтобы генератор азота работал автоматически, необходимы следующие составные компоненты:
Подача сжатого воздуха
Подача определенного количества сжатого воздуха и определенного качества, описанного в разделе предложении. Минимальное количество свободной подачи сжатого воздуха в м 3 /мин при 20°С равно среднему потреблению воздуха генератором азота в Нм 3 /мин, увеличенному на соответствующий процент для компенсации влияния окружающего воздуха и допусков на исполнение воздушного компрессора при расчетных условиях. Система сжатия воздуха будет включена в объем поставки, который будет состоять из воздушного компрессора и рефрижераторной сушилки воздуха.
Воздушные фильтры
Комплект фильтров грубой и высокой степени очистки и активированный угольный фильтр всегда включены в объем поставки. Воздушные фильтры необходимо устанавливать между системой подачи сжатого воздуха и воздушным ресивером, чтобы убедиться, что генератор азота будет получать необходимое минимальное количество.
Воздушный ресивер
Воздушный ресивер устанавливается между воздушными фильтрами и азотным генератором. Принципиальная задача воздушного ресивера - это гарантия подачи достаточного количества свежего воздуха на только что восстановленный фильтрующий слой генератора азота за короткий промежуток времени. Если система сжатого воздуха включена в объем поставки, размеры объема воздушного ресивера будут меняться до удовлетворительных для процесса и сжатия воздуха (макс. нагрузка / циклы без нагрузки).
Ресивер азота
Поток продукции генератора азота собирается в одном ресивере азота. Ресивер азота необходимо установить в непосредственной близости от генератора азота. Наличие ресивера азота гарантирует достаточное противодавление для процесса и постоянного потока азота к конечному заказчику. Если специально не указано, объем ресивера азота рассчитывается на основе предположения о постоянной динамике потребления применением Заказчика в течение продолжительного времени.
Преимущества:
Безопасность
Низкие рабочие давления, безопасное хранение. Нет необходимости в тяжелых газовых баллонах высокого давления. От опасного хранения жидкого азота можно отказаться.
Экономность
Нет расходов на распределение и обработку. Получение азота на месте (пром.площадке) генераторами азота экономит расходы на обработку и хранение в газовых баллонах высокого давления и предотвращает расходы на аренду, транспортировку и потери на испарение у пользователей.
Низкие эксплуатационные расходы.
Предлагаемый процесс имеет более эффективное разделение чем другие системы на рынке. Благодаря этому потребность в подаче воздуха падает, то есть 10 - 25% экономии энергии по сравнению со сравнимыми системами. Благодаря уменьшению вращающихся частей до минимума и использованию высококачественных элементов расходы на обслуживание остаются на низком уровне в течение всего срока службы генератора.
Удобство
Простота установки и обслуживания. У генераторов азота вход воздуха и выход азота находятся на одной стороне. Это означает простую установку, даже при малых углах цеха. Высокая надежность благодаря уменьшенному количеству вращающихся частей и высококачественных компонентов.
Гарантированное качество азота
Отсутствие риска недостаточной чистоты азота, автоматическое возобновление процесса. Генераторы азота обладают уникальной системой контроля: в случае если чистота азота не совпадает с указанным значением, ПЛК автоматически закрывает поток производства азота к выходу применения заказчика и открывают сбросной клапан некондиционного азота. Система будет пробовать запустить процесс, и когда чистота азота достигнет необходимого результата, сбросной клапан закроется, а клапан получения азота снова откроется. Полностью автоматическая и не сопровождаемая оператором процедура, ручной повторный запуск не требуется.
Проектные условия
| Производительность | 1000 нм³/ч (2 x 500 нм³/ч) |
| Содержание остаточного кислорода и производимом газе | £0,1% об. |
| Давление подачи продукта | 5,5 бар изб. |
| Точка росы продукта | £-40 °С при 1 атм. |
| Расход воздуха на входе | 4392,0 нм³/ч (2 x 2196.0 нм³/ч) |
| Макс. уровень шума | 85 дБ (А) на расстоянии 1 метр |
| Планируемые условия окружающей среды | |
| Барометрическое давление | 1013,25 мбар а |
| Высота расположения | 0 м над уровнем моря |
| Температура воздуха | 20 °С |
| Относительная влажность | 65% |
| Потребление воздуха на входе | |
| Давление | |
| Температура | |
| Групповой состав углеводородов | <6,25 мг/м³ или 5 ppmV |
| Частицы | <5 мг/м³ при макс. 3 мкм |
| Точка росы | £+3 °С при 7 бар изб. |
| Условия на площадке | |
| Система электроснабжения | 400 / 230 В переменный ток, 50 Гц |
| Классификация зоны | неклассифицированная зона / безопасная зона |
| размещение | в помещении с хорошей вентиляцией |
Данные приведены для идеального режима работы, допуск ±5%

Размеры, вес
Параметры энергопотребления
Допуск на все указанные значения: ± 10%
Объем поставки
4 воздушных компрессора
- ротационный винтовой компрессор с впрыском масла
4 воздухоосушилки
- рефрижераторный воздухоосушитель
2 воздушных ресивера
- вертикальная емкость высокого давления из углеродистой стали
- объем: 3000 л
фильтры сжатого воздуха
Два комплекта внешних фильтров сжатого воздуха, устанавливаются перед воздушным ресивером, комплект состоит из следующих фильтров:
- один коалесцирующий фильтр первичной очистки (эффективность 99,9999%, 1,0 µ - ≤ 0,5 мг/м³) с устройством для слива конденсата поплавкового типа;
- один коалесцирующий фильтр тонкой очистки (эффективность 99,9999%, 0,01 µ - ≤ 0,1 мг/м³) с устройством для слива конденсата поплавкового типа;
- один активированный угольный фильтр (остаточное масло ≤ 0,005 мг/м³).
два генератора азота
Два азотных генератора, полностью предварительно смонтированы, с установленными проводами на покрашенной раме из углеродистой стали, каждый оснащен следующими компонентами:
- 6 адсорбционных башен, каждая наполнена углеродным молекулярным ситом. Углеродное молекулярное сито будет производства США, Европы или Японии. Изготовленные в Китае или Индии сита не применяются;
- Глушитель отработанного газа, установлен для приглушения отходящего газа до расчетного уровня шума;
- Комплект электро-пневматических технологических клапанов и дросселей, вкл. соленоидные клапаны;
- 1 некондиционный продувочный трубопровод для азота с регулирующим клапаном соленоидного управления;
- Комплект предохранительных клапанов, настроенных на соответствующий уровень давления;
- Все трубопроводы и электрокабели для соединения;
- Локальные датчики давления;
- Одна (1) система контроля для полностью автоматической работы генератора, с полной внутренней проводной обводкой и состоящая из следующих позиций:
- Один ПЛК (Rockwell / Allen Bradley Micro 850 ПЛК) с соединением Ethernet / IP для коммуникации с удаленной системой управления заказчика;
- Один сенсорный графический интерфейс пользователя (Rockwell / Allen Bradley С400), отображающий значения реального времени релевантных параметров и возможные аварийные сообщения для прямой диагностики;
- Все трубопроводы, клапана, контрольно-измерительные приборы и система управления «под ключ», монтированные на раме из углеродистой стали;
- Один (1) автономный анализатор остаточного азота с датчиком из диоксида циркония;
- Один автономный электронный расходомер продукта.
два (2) ресивера азота
- вертикальная емкость высокого давления из углеродистой стали;
- предохранительные клапаны, установленные на соответствующий уровень давления
- объем: 3000 л
- макс рабочее давление: 11,0 бар изб
Применяемые стандарты
- Директива 2009/105/EC для простых сосудов под давлением
- Европейская Директива 97/23/ЕС,EN 13445, EN 13480 по оборудованию, работающему под давлением
- Директива 2004/108/EC по электромагнитной совместимости
- Директива ЕС 2006/95/EC по низковольтному электрооборудованию
- Директива о машинном оборудовании 2006/42/EC
Примечание
При требуемой производительности невозможно модульное исполнение.