Недавно я публиковал здесь свой слайдкаст с рассказом о 6-сигмах, контрольных картах Шухарта и людях снежинках , где достаточно простым языком, местами злоупотребляя сквернословием, под 20-ти минутный хохот слушателей рассказывал о том, как отделить системные вариации от вариаций, вызванных особыми причинами.
Теперь хочу подробно разобрать пример построения контрольной карты Шухарта на основе реальных данных. В качестве реальных данных я взял историческую информацию о завершенных личных задачах. Эта информация у меня есть благодаря адаптации под себя модели личной эффективности Дэвида Аллена Getting Things (про это у меня тоже есть старый слайдкаст в трех частях: Часть 1 , Часть 2 , Часть 3 + Excel-табличка с макросами для анализа задач из Outlook).
Постановка задачи выглядит так. У меня имеется распределение среднего числа завершенных задач в зависимости от дня недели (ниже на графике) и нужно ответить на вопрос: «есть ли что-то особенное в понедельниках или это всего лишь погрешность системы?»
Ответим на этот вопрос при помощи контрольной карты Шухарта – основного инструмента статистического управления процессами.
Итак, критерий Шухарта наличия особой причины вариации достаточно прост: если какая-то точка выходит за контрольные пределы, рассчитанные особым образом, то она свидетельствует об особой причине. Если точка лежит внутри этих пределов, то отклонение обусловлено общими свойствами самой системы. Грубо говоря, является погрешностью измерений.
Формула для вычисления контрольных пределов выглядит так:
Где
- среднее значение средних значений по подгруппе,
- средний размах,
- некоторый инженерный коэффициент, зависящий от размера подгруппы.
Все формулы и табличные коэффициенты можно найти, например, в ГОСТ 50779.42-99 , где кратко и понятно изложен подход к статистическому управлению (честно, сам не ожидал, что есть такой ГОСТ. Более подробно тема статистического управления и его места в оптимизации бизнеса раскрыта в книге Д. Уилера).
В нашем случае мы группируем количество выполненных задач по дням недели – это и будет подгруппами нашей выборки. Я взял данные о числе завершенных задач за 5 недель работы, то есть, размер подгруппы равен 5. При помощи таблицы 2 из ГОСТа находим значение инженерного коэффициента:
Вычисление среднего значения и размаха (разницы между минимальным и максимальным значениями) по подгруппе (в нашем случае по дню недели) задача достаточно простая, в моем случае результаты такие:
Центральной линией контрольной карты будет являться среднее групповых средних, то есть:
Так же вычисляем средний размах:
Теперь мы знаем, что нижний контрольный предел для числа выполненных задач будет равен:
То есть, те дни, в которые я в среднем завершаю меньшее число задач, с точки зрения системы являются особенными.
Аналогично получаем верхний контрольный предел:
Теперь нанесем на график центральную линию (красная), верхний контрольный предел (зеленая) и нижний контрольный предел (фиолетовая):

И, о, чудо! Мы видим три явно особенные группы, выходящие за контрольные пределы, в которых присутствуют явно не системные причины вариаций!
По субботам и воскресеньям я не работаю. Факт. А понедельник оказался действительно особенным днем. И теперь можно думать и искать что же такого реально особенного в понедельниках.
Однако если бы среднее число выполненных в понедельник задач находилось внутри контрольных пределов и пусть даже сильно выделялось на фоне остальных точек, то с точки зрения Шухарта и Деминга искать какие-то особенности в понедельниках было бы бессмысленным занятием, так как подобное поведение обуславливается исключительно общими причинами. Например, я построил контрольную карту для других 5-ти недель в конце прошлого года:

И вроде как есть какое-то ощущение того, что понедельник как-то выделяется, но согласно критерию Шухарта - это всего-лишь флуктуация или погрешность самой системы. Согласно Шухарту, в данном случае можно сколь угодно долго исследовать особые причины понедельников - их просто нет. С точки зрения статистического управления, на этих данных понедельник ничем не отличается от любого другого рабочего дня (даже воскресенья).
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru
Введение
Традиционный подход к производству, вне зависимости от вида продукции, -- это изготовление и контроль качества для проверки готовой продукции и отбраковка единиц, не соответствующих установленным требованиям. Такая стратегия часто приводит к потерям и не экономична, поскольку построена на проверке постфактум, когда бракованная продукция уже создана. Более эффективна стратегия предупреждения потерь, позволяющая избежать производства непригодной продукции. Такая стратегия предполагает сбор информации о самих процессах, ее анализе и эффективные действия по отношению к ним, а не к продукции.
Контрольная карта -- это графическое средство, использующее статистические подходы, важность которых для управления производственными процессами была впервые показана доктором У. Шухартом в 1924 г.
Цель контрольных карт -- обнаружить неестественные изменения в данных из повторяющихся процессов и дать критерии для обнаружения отсутствия статистической управляемости. Процесс находится в статистически управляемом состоянии, если изменчивость вызвана только случайными причинами. При определении этого приемлемого уровня изменчивости любое отклонение от него считают результатом действия особых причин, которые следует выявить, исключить или ослабить.
Задача статистического управления процессами -- обеспечение и поддержание процессов на приемлемом и стабильном уровне, гарантируя соответствие продукции и услуг установленным требованиям. Главный статистический инструмент, используемый для этого, -- контрольная карта, -- графический способ представления и сопоставления информации, основанной на последовательности выборок, отражающих текущее состояние процесса, с границами, установленными на основе внутренне присущей процессу изменчивости. Метод контрольных карт помогает определить, действительно ли процесс достиг статистически управляемого состояния на правильно заданном уровне или остается в этом состоянии, а затем поддерживать управление и высокую степень однородности важнейших характеристик продукции или услуги посредством непрерывной записи информации о качестве продукции в процессе производства.
Использование контрольных карт и их тщательный анализ ведут к лучшему пониманию и совершенствованию процессов.
1. Статистические методы управления качеством продукции
1.1 Роль статистических методов контроля
Основной задачей статистических методов контроля является обеспечение производства пригодной к употреблению продукции и оказание полезных услуг с наименьшими затратами. С этой целью проводят анализ новых операций или другие исследования, направленные на обеспечение производства пригодной к употреблению продукцией.
Внедрение статистических методов контроля дает результаты по следующим показателям:
1. повышение качества закупаемого сырья;
2. экономия сырья и рабочей силы;
3. повышение качества производимой продукции;
4. снижение количества брака;
5. снижение затрат на проведение контроля;
6. улучшение взаимосвязи между производством и потребителем;
7. облегчение перехода производства с одного вида продукции на другой.
Одним из основных принципов контроля качества при помощи статистических методов является стремление повысить качество продукции, осуществляя контроль на различных этапах производственного процесса.
В зависимости от поставленных целей по управлению качеством продукции на предприятия, статистические методы могут применяться для:
Статистического анализа точности и стабильности продукции, технологических процессов, оборудования и т.д.;
Статистического регулирования и управления технологических процессов;
Статистического приемочного контроля качества продукции и ее оценки.
Статистический анализ точности и стабильности технологических процессов - установление статистическими методами значений показателей точности и стабильности технологического процесса и определение закономерностей его протекания во времени.
Определить фактическое значение показателей точности и стабильности технологического процесса, оборудования или качества продукции;
Выявить степень влияния случайных и систематических факторов на точность и стабильность технологического процесса и качества продукции;
Обосновать технические нормы и допуски на продукцию;
Выявить резервы производственного и технологического процесса;
Обосновать выбор технологического оборудования и средств измерений для изготовления продукции;
Выявить возможность и обосновать целесообразность внедрения статистических методов в производственный процесс;
Оценить надежность технологических систем;
Обосновать необходимость реконструкции технологического процесса или ремонта технологического оборудования и других мероприятий по совершенствованию техпроцесса;
При периодических проверках технологической точности оборудования и оснастки в процессе контроля соблюдения технологической дисциплины изготовления продукции основного производства;
При проведении внутризаводской аттестации технологических процессов;
При установлении нового технологического оборудования и приемке оборудования после ремонта;
При анализе и оценке показателей производственного процесса и качества продукции и т.д.
В условиях серийного, мелкосерийного и опытного производств статистический анализ в первую очередь рекомендуется внедрять для систематической оценки точности технологического оборудования и рационального размещения работ на этом оборудовании.
1.2 Контрольные карты Шухарта
Контрольная карта представляет собой специальный бланк, на котором проводятся центральная линия и две линии: выше и ниже средней, называемые верхней и нижней контрольными границами. На карту точками наносятся данные измерений и контроля параметров и условий производства.
Исследуя изменения данных с течением времени следует, чтобы точки графика не вышли за контрольные границы. Если обнаружился выброс одной или нескольких точек за контрольные границы - это воспринимается как отклонение параметров или условий процесса от установленной нормы.
Для выявления причины отклонения исследуют влияние качества исходного материала или деталей, методов, операций, условий проведения технологических операций, оборудования.
В производственной практике применяются следующие виды контрольных карт:
1. карта средних арифметических и размахов: -R применяется в случае контроля по количественному признаку, таких показателей качества как длина, масса, прочность на разрыв и др.
2. карта средних арифметических и среднеквадратичных отклонений: -S карта схожа с картой -R, но имеет более точную карту изменчивости процесса и является более сложной в построении.
3. карта медиан и размахов: -R карта используется для тех же ситуаций что и карты -R, преимуществом является отсутствие сложных вычислений, но карта медиан менее чувствительна к изменениям в процессе.
4. карта индивидуальных значений: Х- карта применяется в случае необходимости быстрого обнаружения незамеченных факторов или в случае, когда за один день или за неделю было произведено только одно наблюдение.
5. карта доли дефектной продукции: p-карта - применяется в случае контроля по определению доли дефектных изделий.
6. карта числа дефектных единиц продукции: np-карта - применяется в случае контроля по определению числа дефектных изделий.
7. карта числа дефектов: c-карта применяется в случае, когда контроль качества осуществляется путём определения суммарного числа дефектов в заранее установленном постоянном объёме проверяемых изделий.
8. карта числа дефектов на единицу продукции: u-карта - применяется в случае контроля качества по числу дефектов на единицу продукции, когда площадь, длина или др. параметр образца продукции не является постоянной величиной.
Данные представленные в контрольной карте применяются для построения гистограмм, графики получаемые на контрольных картах сравниваются с контрольными нормативами. Всё это позволяет получать ценную информацию для решения возникших проблем.
2. Исходные данные, цели и задачи
Целью работы является проведение анализа технологического процесса посредством контрольных карт Шухарта и назначение соответствующих мер и рекомендаций в случае выявления неуправляемого состояния процесса.
Для достижения поставленной цели следует поэтапно решать определенные задачи к которым относятся:
Выбор вида контрольных карт с учетом особенностей их применения;
Обработка массива данных, проведение необходимых расчетов и построение контрольных карт;
3. Построение и анализ контрольных карт
3.1 Выбор вида контрольных карт
Контрольные карты Шухарта делятся на количественные и качественные (альтернативные) в зависимости от измеримости исследуемого показателя. Если значение показателя измеримо (температура, вес, размер, и др.) применяют карты значения показателя, размахов и двойные карты Шухарта. Напротив, если показатель не позволяет применять числовые измерения, используют типы карт, для альтернативного признака. Фактически, показатели, исследуемые по такому признаку, определяются как соответствующие или не соответствующие предъявляемым требованиям. Отсюда и использование карт для доли (числа) дефектов и числа соответствий (несоответствий) на единицу продукции.
Для определения наиболее подходящей контрольной карты для рассматриваемого массива данных воспользуемся алгоритмом, представленным на рисунке 3.1.
Рисунок 3.1 - Алгоритм выбора контрольных карт
Исходя из представленного выше алгоритма следует, что на первом этапе следует определить какого типа данные о процессе мы получаем.
Существует два типа контрольных карт: один предназначен для контроля параметров качества, представляющих собой непрерывные случайные величины, значения которых являются количественными данными параметра качества (значения размеров, масса, электрические и механические параметры и т.п.). А второй - для контроля параметров качества, представляющих собой дискретные (альтернативные) случайные величины и значения, которые являются качественными данными (годен - не годен, соответствует - не соответствует, дефектное - бездефектное изделие и т.п.).
В данной работе, рассмотрен массив количественных данных параметра качества, исходя из этого, на следующем этапе выбор контрольной карты зависит от объема выборки, их количества и условий построения контрольной карты.
Карты для количественных данных отражают состояние процесса через разброс (изменчивость от единицы к единице) и через расположение центра (среднее процесса). Поэтому контрольные карты для количественных данных почти всегда применяют и анализируют парами - одна карта для расположения и одна - для разброса. Наиболее часто используют пару - и R - карту.
Карта типа - R применяется при массовом производстве, когда карты типа X неприменимы из-за громоздкости. При использовании карт типа - R выводы о стабильности (устойчивости) процесса делаются на основе данных, полученных при анализе небольшого числа представителей всех рассматриваемых изделий. При этом все изделия объединяются в партии в порядке изготовления и от каждой партии берутся небольшие выборки, не более 9, по данным которых строится контрольная карта.
Контрольная карта индивидуальных значений (X) - эта карта применяется, если наблюдения проводятся над небольшим числом объектов, и все они подвергаются контролю. Наблюдения ведутся над непрерывным показателем.
При использовании карт индивидуальных значений рациональные подгруппы для обеспечения оценки изменчивости внутри партии не применяют и контрольные границы рассчитывают на основе меры вариации, полученной по скользящим размахам обычно двух наблюдений. Скользящий размах - это абсолютное значение разности измерений в последовательных парах, т.е. разность первого и второго измерений, затем второго и третьего и т.д. На основе скользящих размахов вычисляют средний скользящий размах, который используют для построения контрольных карт. Также по всем данным вычисляют общее среднее.
Карты медиан - альтернатива - R картам для управления процессом с измеряемыми данными. Они обеспечивают аналогичные выводы и имеют определенные преимущества. Такие карты просты в применении и не требуют больших вычислений. Это может облегчить их внедрение в производство. Поскольку на карты наносят значения медиан наряду с индивидуальными значениями, карта медиан дает разброс результатов процесса и подробную картину вариаций.
Контрольная карта средних значений и средних квадратичных отклонений (- S). Данная карта практически идентична карте (- R) , но точнее её и может рекомендоваться при отладке технологических процессов при массовом производстве ответственных деталей. Её можно применить в случаях, когда имеется система встроенного контроля с автоматическим вводом данных в ЭВМ, используемые для автоматического управления процессом.
В картах - S вместо размаха R используется более эффективная статистическая характеристика рассеивания наблюдаемых значений - среднее квадратичное отклонение (S). Она показывает насколько тесно группируются отдельные значения вокруг средней арифметической или как они рассеиваются вокруг неё.
Анализируя исходный массив данных отметим что, количество выборок равно 15, объем каждой равен 20. Также, при выборе контрольной карты учтем надобность скорости построения карт контроля, простоты вычислений. Исходя из этого сделаем вывод о наиболее подходящем виде контрольных карт для количественного признака.
Так как, мы имеем объем выборки больше 9, имеются необходимые ресурсы для проведения сложных расчетов (в данной работе используется Microsoft Excel), воспользуемся наиболее точным видом контрольных карт количественного признака, а именно - S картами.
3.2 Расчет и построение контрольных карт
Процедуру построения - S карты, условно, можно разделить на несколько этапов:
Вычисление среднего значения (и среднеквадратичного отклонения каждой выборки (S);
Расчет средних линий для - карты (),и S - карты;
Расчет контрольных границ для карты (UCLX и LCLX), для карты S (UCLS и LCLS);
Нанесение на карту средней линии, средних значений выборок, контрольных границ и границ технологического допуска.
Нанесение на S - карту средней линии, среднеквадратичных отклонений каждой выборки и контрольных границ.
Среднее значение выборки (и среднеквадратичное отклонение S рассчитывается по формулам:
где: Х - значение параметра; n - объем выборки.
Подставив значения выборок в формулы 3.1 и 3.2 вычислим среднее значение и среднеквадратичное отклонение для каждой выборки (Таблица 3.1).
Таблица 3.1 - Результаты вычисления средних значений и квадратных отклонений выборок
|
№ выборки |
|||
Для расчета средних линий и S карт воспользуемся формулами 3.3 и 3.4.
где, k - количество подгрупп.
Подставив данные из таблицы 3.1 в формулы 3.3 и 3.4, получим:
Полученные значение средних линий необходимы для расчета контрольных границ, которые рассчитываются по формулам:
UCLX = + A3 Ч; (3.5)
LCLX = - A3 Ч; (3.6)
UCLS= В4 Ч; (3.7)
LCLS= В3 Ч; (3.8)
где: A3, В4, В3 - коэффициенты для вычисления контрольных границ.
Коэффициенты для вычисления контрольных границ представлены в ГОСТ Р 50779.42-99 «Статистические методы. Контрольные карты Шухарта». Опираясь на данный стандарт, выбираем необходимые для вычислений коэффициенты:
Рассчитаем численные значения контрольных границ подставив необходимые значения:
UCLX = 8,943833+0,68Ч0,912466=9,56431;
LCLX = 8,943833 - 0,68Ч0,912466= 8,323356;
UCLS= 1,49Ч0,912466= 1,359575;
LCLS= 0,51Ч0,912466= 0,465358;
Все расчеты и преобразования исходного массива данных проведены в программе Microsoft Excel.
Массив значений результатов контроля совместно с результатами вычислений регистрируется в специальной форме.
При построении контрольных карт, необходимо обратить внимание на выбор шкал. Для каждого вида контрольных карт разность между верхним и нижним значением шкалы, цена деления шкалы будут отличаться.
В случае построения - S карты, следует отметить следующие особенности при выборе шкал:
Для карты разность между верхним и нижним значение шкалы должна быть примерно вдвое больше разности между наибольшим и наименьшим значениями средних подгрупп;
Для S карты шкала должна иметь значения от 0 до двукратного максимального значения S в начальный период (5-6 первых подгрупп);
Шкалы и S карт должны иметь одинаковую цену делений.
Таким образом, руководствуясь выше сказанным определим максимальные и минимальные значения шкал для контрольных карт.
Максимальное и минимальное значение средних подгрупп равны 9,62 и 8,64 соответственно, удвоенная разница между этими значениями равна ~1,25. Так как разница между наибольшим и наименьшим значениями технологического допуска гораздо больше, мы вынуждены расширить диапазон значений шкалы до отметок в 7,40 и 11,20 соответственно.
Максимальное значение среднеквадратичного отклонения в начальный период равно 0,98 , удвоив это число, получим максимальное значение шкалы - 1,96. Таким образом, для карты S диапазон значений шкалы от 0 до 2. Цена деления шкалы для и S карт будет равна 0,2. Построение контрольных карт, также выполнено при помощи инструментов Microsoft Excel.
3.3 Анализ контрольных карт
Цель этапа - это распознавание указаний на то, что изменчивость или среднее значение не остаются на постоянном уровне, что одна из них или оба вышли из управляемого состояния и необходимы соответствующие действия.
Назначение системы управления процессом состоит в получении статистического сигнала о наличии особых (неслучайных) причин вариаций. Систематическое устранение особых причин избыточной изменчивости приводит процесс в состояние статистической управляемости. Если процесс находится в статистически управляемом состоянии, качество продукции предсказуемо, и процесс пригоден для удовлетворения требований, установленных в нормативных документах.
Система карт Шухарта опирается на следующее условие: если изменчивость процесса от единицы к единице и среднее процесса остаютсяпостоянными на данных уровнях (оцененные по S и X)., то отклонения S и средние Х отдельных групп будут меняться только случайным образом и редко выходить за контрольные границы. Не допускаются очевидные тренды или структуры данных, кроме возникающих случайно с некоторой долей вероятности.
Выход из контролируемого состояния определяется по контрольной карте на основании следующих критериев:
1) Выход точек за контрольные пределы.
2) Серия - это проявление такого состояния, когда точки неизменно оказываются по одну сторону от средней линии; число таких точек называется длиной серии.
Серия длиной в семь точек рассматривается как неслучайная.
Даже если длина серии оказывается менее шести, в ряде случаев ситуацию следует рассматривать как неслучайную, например, когда:
а) не менее 10 из 11 точек оказываются по одну сторону от центральной линии;
б) не менее 12 из 14 точек оказываются по одну сторону от центральной линии;
в) не менее 16 из 20 точек оказываются по одну сторону от центральной линии.
3) Тренд (дрейф). Если точки образуют непрерывно повышающуюся или понижающуюся кривую, говорят, что имеет место тренд.
4) Приближение к контрольным "зонам" пределам. Рассматриваются точки, которые приближаются к 3-сигмовым контрольным пределам, причем если 2 или 3 точки оказываются за 2-сигмовыми линиями, то такой случай надо рассматривать как ненормальный.
5) Приближение к центральной линии. Когда большинство точек концентрируется внутри средней трети, что обусловлено неподходящим способом разбиения на подгруппы. Приближение к центральной линии вовсе не означает, что достигнуто контролируемое состояние, напротив, это значит, что в подгруппах смешиваются данные из различных распределений, что делает размах контрольных пределов слишком широким. В таком случае надо изменить способ разбиения на подгруппы.
Карты S и анализируются раздельно, но сравнение хода их кривых может дать дополнительную информацию об особых причинах воздействия на процесс.
На карте средних квадратичных отклонений точка выше UCLS может означать:
Увеличилась изменчивость от детали к детали, либо в одной точке, либо как часть тренда;
Измерительная система потеряла надлежащую разрешающую способность.
Точка ниже LCLS на карте среднеквадратичных отклонений может означать:
Неправильный расчет контрольной границы или неправильное нанесение точки;
Изменчивость от детали к детали уменьшилась;
Изменилась измерительная система;
Серии точек выше или возрастающая серия точек могут означать:
Увеличился разброс значение который мог произойти из-за нерегулярной причины;
Изменения в измерительной системе;
Серия точек ниже или убывающая серия точек могут означать:
Уменьшился разброс значений, что является положительным фактором, необходимо использовать для улучшения процесса;
Произошло изменение в измерительной системе.
Также возможны неслучайное поведение точек, проявляемое в виде сдвигов, трендов, цикличности.
Для анализа контрольных карт на предмет приближения точек к средней линии, необходимо рассчитать границы средней трети.
Для расчета средней трети введем коэффициент A, который равен трети от разницы между значение верхней контрольной границы карты, и значением ее средней линии (формула 3.9).
A=(UCL-CL)/3; (3.9)
Где: UCL - верхняя контрольная граница; СL - значение средней линии; А - коэффициент.
Расчет границ средней трети производится по формулам:
ВГСТ=СL+A; (3.10)
НГСТ=CL-A; (3.11)
Где: ВГСТ - верхняя граница средней трети; НГСТ - нижняя граница средней трети; Рассчитаем коэффициент А для карт и S:
Ах= (9,56- 8,94)/3= 0,207;
АS= (1,36 - 0,91)/3= 0,149.
Подставив значения в формулы 3.10 и 3.11 мы получим значения верхней и нижней границ средней трети соответственно:
ВГСТх=8,94+0,207= 9,15;
ВГСТS=0,91+0,149= 1,06;
НГСТх=8,94-0,207= 8,74;
НГСТS=0,91-0,149= 0,76;
Границы средней трети, также включены в таблицу результатов вычислений.
Анализируя полученные контрольные карты, составим таблицу в которой опишем состояние управляемости процесса исходя из вышеперечисленных критериев.
Таблица 3.2 - Анализ контрольных карт
|
Критерий |
||||
|
Точки выше UCL |
Отсутствие точек выходящих за контрольные границы свидетельствует о стабильности процесса. Его изменчивость также стабильна, что является положительным фактором. |
|||
|
Точки ниже LCL |
Отсутствие точек выходящих за контрольные границы свидетельствует о стабильности процесса. |
|||
|
На карте начиная с 11 по 15 точки, наблюдается сдвиг процесса. Сдвиг точек может означать, что точки начали группироваться около нового среднего значения. |
||||
|
Цикличность расположения точек не наблюдается. Отсутствие такого поведения точек свидетельствует о том, что отсутствуют причины, которые могут периодически влиять на процесс (рабочие смены, время суток). |
||||
|
На карте S наблюдается слабо возрастающий тренд начинающийся с точки 9. Это означает что, разброс значений постепенно увеличивается, что не является положительным фактором. |
||||
|
Серии точек |
Следует обратить внимание на точки с 6 по 11 на карте средних значений. Наблюдается серия точек выше средней линии. |
|||
|
Разброс точек внутри средней трети |
Такое процентное соотношение точек попадающих в среднюю треть считается нормальным. |
После выявления нестандартного поведения точек на картах, необходимо найти причину их появления, ввести корректирующие действия.
Слабо возрастающий тренд на карте S, может быть вызван изменениями в измерительной системе, некомпетентностью персонала, либо неисправностью оборудования. В связи с малым количеством точек, необходимо продолжить наблюдения. В случае подтверждения нестандартного поведения точек, необходимо выявить причину и ввести корректирующие действия.
Для выявления причин провести следующие действия:
Технический осмотр оборудования;
Калибровка, поверка средств измерения;
Проверка квалификации рабочего выполняющего операцию;
Проверка компетентности контролера.
К корректирующим действиям можно отнести:
Сдвиг точек на карте средних значений может быть вызван изменениями в измерительной системе, износом, либо неисправностью оборудования. Ввиду малого количества точек, следует продолжить анализ, для выявления причин такого расположения точек. В случае подтверждения предположений о появлении сдвига, необходимо выявить причину и назначить соответствующие корректирующие действия.
Серии точек на карте могут свидетельствовать об изменениях в процессе связанных с оборудованием, измерительной системой, рабочими. Наблюдается серия точек с 6 по 11 на карте средних значений. Следует проверить измерительную систему на предмет изменений в данный промежуток времени, компетентность рабочего выполняющего операцию, оборудование и ввести соответствующие корректирующие действия:
Наладка, настройка, ремонт либо замена оборудования;
Повышение квалификации персонала, улучшение условий труда;
Наладка, настройка, ремонт либо замена средств измерения.
Карты технологического процесса позволяют наблюдать за процессом и выявлять нестандартное изменение параметров процесса еще в пределах технологических допусков.
Анализ карт технологического процесса способствует выявлению неслучайных причин влияющих на процесс. Такие причины необходимо устранить, систематическое устранение особых причин избыточной изменчивости приводит процесс в состояние статистической управляемости. Если процесс находится в статистически управляемом состоянии, качество продукции предсказуемо, и процесс пригоден для удовлетворения требований, установленных в нормативных документах.
После приведения процесса в статистически управляемое состояние, появляется возможность оценить технологические возможности процесса. Процесс сначала приводят в статистически управляемое состояние, а затем определяют его возможности. Таким образом, определение возможностей процесса начинается после того, как задачи управления по - и S -картам решены, т.е. особые причины выявлены, проанализированы, скорректированы и их повторение предотвращено. Текущие контрольные карты должны демонстрировать сохранение процесса в статистически управляемом состоянии, по крайней мере, для 25 подгрупп.
В качестве руководства к действию можно использовать процедуру, схематически представленную на рисунке 3.2.
Рисунок 3.2 - Стратегия совершенствования процесса
Заключение
статистический производственный среднеквадратичный шухарт
Качество продукции (работ, услуг) является определяющим в общественной оценке результатов деятельности каждого трудового коллектива. Выпуск эффективной и высококачественной продукции позволяет предприятию получить дополнительную прибыль, обеспечивать самофинансирование производственного и социального развития.
Контрольные карты Шухарта как инструмент контроля качества процессов и продукции успешно применяется на многих предприятиях, в том числе российских.
Контрольные карты получили широкое распространение в связи с их способностью предупреждать появление брака. Такое положение дел способствует существенно снизить издержки производства связанные с производством несоответствующей продукции.
В данной работе приведен пример использования контрольных карт Шухарта для контроля технологического процесса. В ходе работы, исходный массив данных был преобразован, был проведен выбор контрольных карт с учетом их особенностей. В результате выбора наиболее предпочтительной для данной задачи картой является карта -S.
Работа по проведению необходимых расчетов и построение производилось при помощи Microsoft Excel.
В результате анализа контрольных карт были выявлены следующие нестандартные ситуации расположения точек:
Слабо возрастающий тренд на карте S;
Возможный сдвиг процесса на карте;
Серия точек выше средней линии на карте.
Необходимые для приведения процесса в статистически управляемое состояние действия были назначены.
Список использованных источников
1. ГОСТ Р 50779.0-95 Статистические методы. Основные положения.
2. ГОСТ Р 50779.11-2000 Статистические методы управления качеством. Термины и определения.
3. ГОСТ Р 50779.42-99 Статистические методы. Контрольные карты Шухарта.
4. Ефимов В.В. Средства и методы управления качеством: учебное пособие / В.В. Ефимов.- 2-е изд., стер. - М.: КНОРУС, 2010. - 232с.
5. Царев Ю.В., Тростин А.Н. Статистические методы управления качеством. Контрольные карты: Учебно-методическое пособие/ ГОУ ВПО Иван. гос. хим. - технол. ун-т. - Иваново, 2006.- 250с.
Размещено на Allbest.ru
...Подобные документы
Методика нахождения основных числовых характеристик с помощью эконометрического анализа. Вычисление среднего значения, дисперсии. Построение корреляционного поля (диаграммы рассеивания), расчет общего разброса данных. Нахождение значения критерия Фишера.
контрольная работа , добавлен 16.07.2009
Структурная, аналитическая и комбинационная группировка по признаку-фактору. Расчет среднего количества балансовой прибыли, среднего арифметического значения признака, медианы, моды, дисперсии, среднего квадратического отклонения и коэффициента вариаций.
контрольная работа , добавлен 06.04.2014
Построение имитационной модели "AS-IS" подсистемы управления производственными запасами ООО "Фаворит", адаптация программного обеспечения. Функциональные возможности табличного процессора MS Excel, VBA for Excel. Математическое обеспечение модели.
курсовая работа , добавлен 12.07.2011
Построение конструктивных моделей для стохастических систем с конечным множеством дискретных состояний. Анализ влияния среднего времени взимания дорожных сборов на длительность переходного процесса. Построение структурно-функциональной схемы системы.
курсовая работа , добавлен 27.05.2014
Виды решаемых задач с помощью индексов: анализ влияния отдельных факторов на изучаемое явление, оценка динамики среднего показателя. Классификация индексов на статистические, индивидуальные, агрегатные, средние. Анализ изменения среднего показателя.
презентация , добавлен 16.03.2014
Основные методы обработки данных, представленные выборкой. Графические представления данных. Расчет с помощью ЭВМ основных характеристик выборки. Статистические гипотезы, используемые в экономике. Парная линейная, нелинейная и полиноминальная регрессия.
лабораторная работа , добавлен 01.03.2010
Оценка среднего значения выручки по кварталам на примере ОАО "РуссНефть". Оценка моды, медианы, абсолютных и относительных показателей. Построение тренда на 3 периода вперед. Анализ колеблемости и экспоненциальное сглаживание динамического ряда.
курсовая работа , добавлен 18.04.2011
Особенности группировки экономических данных. Методика определения средних показателей, мод, медиан, средней арифметической, индексов товарооборота, цен и объема реализации, абсолютных приростов, темпов роста и прироста. Анализ цен реализации товара.
контрольная работа , добавлен 03.05.2010
Определение дисперсии и среднего квадратичного отклонения цен. Построение системы индексов товарооборота и физического объема продаж. Оценка влияния изменения структуры продаж на уровень цен. Общие индексы цен Паше, Ласпрейса, Фишера, структурных сдвигов.
контрольная работа , добавлен 09.07.2013
Определение среднего арифметического исправленных результатов многократных наблюдений, оценка среднего квадратического отклонения. Расчет доверительных границ случайной составляющей погрешности результата измерения. Методика выполнения прямых измерений.
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Кузбасский государственный технический университет»
Кафедра технологии переработки пластмасс
Кафедра химической технологии неорганических веществ
Контрольные карты шухарта
Методические указания к практическим занятиям по дисциплине
«Метрология, стандартизация, сертификация»
для студентов специальностей
250100 (240401) «Химическая технология органических веществ»
250200 (240301) «Химическая технология неорганических веществ»
250400 (240403) «Химическая технология природных энергоносителей
и углеродных материалов»
250600(240502) «Технология переработки пластмасс и эластомеров»
Составители Н. М. Иголинская
Е. Б. Силинина
М. А. Иголинская
Утверждены на заседании кафедры
учебно-методической комиссией
специальности 250200
Протокол № 8 от 30.03.2006
Электронная копия находится
в библиотеке главного корпуса
ГУ КузГТУ
Кемерово 2006
ЦЕЛИ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Ознакомиться с методами построения контрольных карт Шухарта; согласно варианту задания рассчитать границы и построить карту для контроля технологического процесса.
Сделать вывод о налаженности процесса и его статистической подконтрольности.
Выполнить процедуры приведения карты к виду статистически управляемого процесса.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕОРИИ
КОНТРОЛЬНЫХ КАРТ ШУХАРТА
Контрольные карты – это графические средства, использующие статистические подходы для управления производственными процессами. Цель такого средства контроля – определить, достигнуто ли статистически управляемое состояние процесса и остается ли он в этом состоянии при непрерывном получении информации о качестве продукции.
Контроль стабильности процесса позволяет уменьшить затраты на контроль качества готового продукта, правильно выбрать сырьевую базу и цену продукции как товару.
Теория контрольных карт различает два вида изменчивости:
– изменчивость из-за случайных причин, которые присутствуют постоянно и не могут быть выявлены и устранены;
– изменчивость, представляющая собой реальные изменения в процессе в силу определенных причин, которые могут быть выявлены и устранены. Такие изменчивости рассматриваются как «неслучайные» (поломка инструмента, неоднородность сырья, нарушение технологического режима, квалификация персонала и др.).
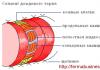
Изменчивость из-за случайных причин обычно описывается параметрами нормального распределения и кривой Гаусса, которая должна находиться внутри поля технологического допуска процесса. Это положение демонстрирует рис. 1.
Соотношение границ, приведенное на рисунке, позволяет установить по отношению площадей диапазонов σ связь между частотой попадания Х 0 в диапазон и за его пределы. Эти частоты приведены в табл. 1.
Рис. 1. Соотношение границ распределения (В) и технологического допуска (Т) для налаженного статистически подконтрольного процесса
Таблица 1
Связь между заданным диапазоном отклонения параметра Х
и частотой попадания и непопадания Х в данный диапазон
|
Заданный диапазон отклонения параметра Х |
Частота попадания параметра Х в диапазон, % |
Частота попадания параметра Х за пределы диапазона, % |
|
|
| |
|
| ||
|
| ||
|
|

 68,26
68,26


Следовательно,
если требования к процессу определить
таким образом, чтобы разброс параметров
контроля не превышал
 ,
то выход любого, взятого наугад, данного
параметра контроляX
i
за пределы диапазона
,
то выход любого, взятого наугад, данного
параметра контроляX
i
за пределы диапазона
 возможен с вероятностью 0,06, т.е. мало
вероятен.
возможен с вероятностью 0,06, т.е. мало
вероятен.
Введем характеристику I B – «индекс возможности процесса». Данная величина определяет возможности процесса и его статистического регулирования. Определяется она по формуле
 ,
(1)
,
(1)
где I B – индекс возможностей процесса;
Т – требование к процессу;
В – возможности процесса.
Если I B < 1, то процесс невозможен (не может быть обеспечено требуемое качество).
Если I B = 1, то процесс на грани возможного. При этом, несмотря на то, что процесс при благоприятных условиях может обеспечить заданное качество, его статистическое регулирование невозможно.
Если I B > 1, то процесс возможен и может быть реализовано статистическое регулирование его качества.
Общий вид одной из возможных контрольных карт приведен на рис. 2.

Рис. 2. Контрольная карта распределения текущих значений контролируемого параметра Х по 18 группам измерений
Статистическое управление качеством процесса наглядно показано на рис. 3 .

Рис. 3. Схематическое изображение статистически контролируемого процесса
В настоящей заметке представлены удобные шаблоны в Excel для построения контрольных карт Шухарта. Если эта тема для вас новая, предлагаю начать с книги Д. Уилер, Д. Чамберс. . Существует много видов контрольных карт (см., например, ГОСТ Р 50779.42-99 . Статистические методы. Контрольные карты Шухарта). Но основных – два: карта средних и индивидуальных значений. Если контролируемый процесс устроен так, что некоторые значения образуют естественные группы, то рекомендуется использовать контрольную карту средних. Исходные данные следует собрать в группы, рассчитав для каждой из них среднее значение и размах (размах – разность между максимальным и минимальным значением в группе; рис. 1).
Рис. 1. Исходные данные для построения карты среднего и размаха
Рекомендуется накопить 20–30 средних значений, и уже по ним строить карту. Карта среднего и размаха содержит два графика (рис. 2), на верхнем – карта среднего, на нижнем – карта размаха. На карте среднего отображают средние значения отдельных групп, а также три линии: центральную (среднее средних) и две контрольные границы – верхнюю и нижнюю. Если расчетное значение для нижней границы меньше нуля, эту границу, либо не наносят на карту, либо проводят на отметке ноль. На карте размаха, присутствуют аналогичные данные. Нижняя контрольная граница, как правило отсутствует.
Границы рассчитывают по следующим формулам:
UCL X̅ = X̿ + A 2 R̅ – верхняя граница карты средних;
CL X̅ = X̿ – центральная линия карты средних;
LCL X ̅ = X̿ – A 2 R̅ – нижняя граница карты средних;
UCL R = D 4 R̅ – верхняя граница карты размахов;
CL R = R̅ – центральная линия карты размахов;
LCL R = D 3 R̅ – нижняя граница карты размахов.
Здесь Х̅ – среднее значение в одной выборке, X̿ – среднее по нескольким значениям средних Х̅, R̅ – среднее по размахам в нескольких выборках, A 2 , D 3 , D 4 – коэффициенты, зависящие от размера выборок n (рис. 3). При построении карты на рис. 2 использованы 30 первых значений.

Рис. 2. Карта среднего и размаха; значение D 3 для n = 4 отсутствует, поэтому нижней границы на карте размаха нет

Рис. 3. Константы для контрольных карт среднего и размаха (A 2 , D 3 , D 4) и индивидуальных значений (d 2)
Если данные образуют некий ряд, не подлежащий группировке, применяются карты индивидуальных значений и скользящего размаха. Они получили название XmR-карт. Скользящий размах есть модуль разности последовательных значений (рис. 4; использованы данные из столбца В на рис. 1).

Рис. 4. Исходные данные для построения XmR-карты
Для XmR-карты границы рассчитывают по следующим формулам:

нижняя граница карты размахов отсутствует.
Здесь – средний скользящий размах, а значения коэффициентов d 2 и D 4 берутся для n = 2 (см рис. 3). Почему так? Потому что карта скользящего размаха фактически использует группы из двух последовательных измерений для вычисления размаха. Для расчета всех линий использованы первые 30 значений.

Рис. 5. XmR-карта индивидуальных значений и скользящего размаха
Если сравнить карту средних (рис. 2) и индивидуальных значений (рис. 5), видно, что последняя обладает большей волатильностью, и диапазон между нижней и верхней контрольными границами шире. Это не удивительно, так как на карте средних используется усреднение по четырем значениям. Если выполнить усреднение по еще большему числу значений, границы станут еще ближе.
Важным моментом при построении контрольных карт является использование двух статистик: средних и размахов. Часто используемый неверный
способ расчета контрольных границ заключается в том, что используется лишь одна статистика. Например, при построении карты как на рис. 5, использовались бы только индивидуальные значения и их дисперсия. В этом случаев границы рассчитывались бы по следующим формулам:
Поскольку при таком подходе используется единая статистика рассеяния, карты размахов в данном случае нет. Вычисление контрольных пределов, основанное на использовании единой статистики рассеяния, приведет к неправильному результату. Подобные вычисления приводят к расширению полосы между контрольными пределами. Правильный путь вычисления контрольных пределов для карты индивидуальных значений всегда должен использовать двухточечные скользящие размахи.
Эта заметка была полностью переработана в октябре 2016 г. Оказалось, что в первоначальном варианте я предлагал неверное решение. С первоначальным вариантом, представляющим лишь исторический интерес, можно ознакомиться .
Возможно вас также заинтересует.
Пример 1
Построение контрольных карт Шухарта по контролю погрешности, внутрилабораторной прецизионности и повторяемости (на основе применения СО и использования для расчета нормативов контроля показателей качества результатов испытаний, установленных расчетным способом)
Исходные данные :
Метод: ГОСТ 21534-76 «Нефть. Методы определения содержания хлористых солей» (метод А. Определение содержания хлористрых солей титрованием водного экстракта).
:
Таблица Е.1
Устанавливают показатель точности и внутрилабораторной прецизионности результатов испытаний при реализации метода испытаний в ИЛ (расчетным способом):
для диапазона (10 – 50) мг/дм 3
Средства контроля :
Таблица Е.2
Принятые алгоритмы контроля :
1. Контроль погрешности результатов испытаний с применением образца для контроля.
2. Контроль внутрилабораторной прецизионности на основе результатов повторных определений аттестованной характеристики образца для контроля.
3. Контроль повторяемости на основе результатов единичных определений аттестованной характеристики образца для контроля (при условии построения контрольной карты для конроля повторяемости, что целесообразно если контроль приемлемости осуществляется по ГОСТ Р ИСО 5725-6-2002).
Примечание: если результат воспроизведенной аттестованной характеристики СО выходит за пределы действия (), данный результат не участвует в формировании контрольной процедуры R к l .
Расчет числа результатов контрольных процедур, необходимых для достоверной оценки значений характеристик погрешности
Для диапазона (10 – 50) мг/дм 3
| n
= 2, |
| где: |
| |
Количество результатов контрольных процедур, необходимых для достоверной оценки значений характеристик погрешности, определяют по таблицам Приложения Ж настоящей инструкции:
§ для оценки погрешности L = 30;
§ для оценки внутрилабораторной погрешности L = 15;
§ для оценки повторяемости L = 20.
Расчет параметров контрольных карт
для контроля повторяемости:
для контроля внутрилабораторной прецизионности:
для контроля погрешности:
Учитывая проведение совмещенного эксперимента принято: L = 31
Аналогичным образом строятся контрольные карты Шухарта для второго диапазона (50 – 200) мг/дм 3
L и рекомендуемого числа контрольных процедур за месяц, в зависимости от числа испытаний рабочих проб за месяц, руководствуясь таблицей 5.
При числе испытаний рабочих проб за месяц 150 – 200 временной диапазон установлен 3 месяца (при выполнении не менее 10 контрольных испытаний за месяц).
Данные для построения контрольных карт Шухарта для контроля погрешности, для контроля внутрилабораторной прецизионности и повторяемости результатов измерений с использованием ОК (расчет величин в единицах измеряемых содержаний) и результаты интерпретации данных контрольных карт приведены в таблице Ж.3. Контрольные карты приведены на рис. 1 – 3.
Данные для построения карт Шухарта для контроля повторяемости, внутрилабораторной прецизионности и погрешности результатов испытаний с использованием СО (расчет величин в единицах измеряемых содержаний) и результаты интерпретации данных контрольных карт для диапазона (10 - 50) мг/дм 3
Таблица Е.3
| Номер контроль-ного испыта-ния, l | Результаты последовательных определений | Результат контроль-ного испыта-ния, l | Результат контрольной процедуры | |||||||||
| для контроля повторяемости r K , l = | для контроля погрешности, К к l = l - C | для контроля внутрилабораторной прецизионности, R к l = ½ l - l +1 ½ | при контроле повторяемости (карта А) | при контроле погрешности (карта Б) | при контроле внутрилабо-раторной прецизион-ности (карта В) | |||||||
| X l,1 | X l,2 | |||||||||||
| 51,1 | 52,1 | 51,6 | 1,0 | 3,6 | - | |||||||
| 49,9 | 50,7 | 50,3 | 0,8 | 2,3 | 1,3 | |||||||
| 48,7 | 48,3 | 48,5 | 0,4 | 0,5 | 1,8 | |||||||
| 46,8 | 47,6 | 47,2 | 0,8 | -0,8 | 1,3 | |||||||
| 45,1 | 43,3 | 44,2 | 1,8 | -3,8 | 0,8 | Сверх предела предупрежде-ния | 6 убывающих точек подряд (карта 2) | |||||
| 51,9 | 50,5 | 51,2 | 1,4 | 3,2 | 7,0 | Сверх предела действия | 1 точка за пределом действия (карта 3) | |||||
| 48,3 | 49,7 | 1,4 | 2,2 | |||||||||
| 48,5 | 50,3 | 49,4 | 1,8 | 1,4 | 0,4 | |||||||
| 46,9 | 45,7 | 46,3 | 1,2 | -1,7 | 3,1 | |||||||
| 48,6 | 47,6 | 48,1 | 1,0 | 0,1 | 1,8 | |||||||
| 45,0 | 46,8 | 45,9 | 1,8 | -2,1 | 2,2 | |||||||
| 47,8 | 48,8 | 48,3 | 1,0 | 0,3 | 2,4 | |||||||
| 38,0 | 46,4 | 42,2 | 8,4 | -5,8 | - | Сверх предела действия | Сверх предела действия | 1 точка за пределом действия (карта 1, карта 2) | ||||
| 46,4 | 46,0 | 46,2 | 0,4 | -1,8 | - | |||||||
| 47,1 | 48,7 | 47,9 | 1,6 | -0,1 | 1,7 | |||||||
| 47,8 | 49,6 | 48,7 | 1,8 | 0,7 | 0,8 | |||||||
| 49,3 | 47,3 | 48,3 | 2,0 | 0,3 | 0,4 | |||||||
| 48,5 | 49,7 | 49,1 | 1,2 | 1,1 | 0,8 | |||||||
| 47,2 | 49,4 | 48,3 | 2,2 | 0,3 | 0,8 | |||||||
| 48,0 | 46,0 | 2,0 | -1 | 1,3 | ||||||||
| 46,3 | 45,7 | 0,6 | -2 | |||||||||
| 46,2 | 45,6 | 45,9 | 0,6 | -2,1 | 0,1 | |||||||
| 49,1 | 48,1 | 48,6 | 1,0 | 0,6 | 2,7 | |||||||
| 49,9 | 48,5 | 49,2 | 1,4 | 1,2 | 0,6 | |||||||
На основе результатов контрольных процедур, полученных в течении контролируемого периода, рассчитываем фактические значения характеристик показателей качества результатов испытаний в ИЛ (ИЦ) для диапазона (10 – 50) мг/дм 3
Рассчитываем показатель повторяемости r к l = )
0,97 мг/дм 3 1,0 мг/дм 3 L = 30
(без учета контрольной процедуры №15 ())
Рассчитываем показатель внутрилабораторной прецизионности (на основе использования результатов контрольных процедур R к l = )
1,3 мг/дм 3 L = (31 – 4) = 27
(без учета контрольных процедур №1, №15 , №16 и №8)
Рассчитываем показатель правильности (на основе использования результатов
контрольных процедур К к l = ( -С) l )
0,103 мг/дм 3 L = 30
(без учета контрольной процедуры № 15 ( -С))
=  =
0,34 мг/дм 3 L
= 30
=
0,34 мг/дм 3 L
= 30
(без учета контрольной процедуры № 15 ( - С))
Рассчитываем значение критерия Стьюдента (t):
t
= =  = 0,30
= 0,30
полученное значение критерия Стьюдента (t) сравнивают с табличным значением t табл. (f) для числа степеней свободы f = L - 1 = 30 - 1= 29 и P = 0,95 t табл . (29) = 2,04
t = 0,30 < t табл . (29) = 2,04
Таким образом, вычисленное значение меньше чем табличное.
В этом случае математическое ожидание систематической погрешности незначимо на фоне случайного разброса, поэтому его принимают равным нулю ( = 0).
Значение характеристики систематической погрешности лаборатории рассчитывают по формуле:
Рассчитываем значение показателя точности результатов испытаний в лаборатории:
2 ![]() = 2 = 2,7 мг/дм 3
= 2 = 2,7 мг/дм 3
Интерпретация полученных данных в диапазоне (10 – 50) мг/дм 3
1.Полученные значения оформляют протоколом по форме рис.2
2.На основе рассчитанных значений ( = 1,3 мг/дм 3 , = 2,7 мг/дм 3) рассчитываем параметры контрольных карт Шухарта на новый временной диапазон:
R ср = 1,5 мг/дм 3 К ср = 0
R пр = 3,7 мг/дм 3 К пр, в(н) = ± 2,7 мг/дм 3
R д = 4,8 мг/дм 3 К д,в (н) = ± 4,1 мг/дм 3
3.Контрольные границы для карты повторяемости целесообразно оставить без изменений, т.к. не превышает значения , заданного в НД на метод испытаний.
Контроль повторяемости с применением ККШ допустимо не проводить, если контроль повторяемости осуществляется на рабочих пробах.

Рис. 1 Контрольная карта Шухарта. Контроль повторяемости результатов испытаний с использованием СО
(в единицах измеряемых величин). Определение хлористых солей в нефти по ГОСТ 21534-76.

Рис. 2 Контрольная карта Шухарта. Контроль погрешности результатов испытаний с использованием СО (в единицах измеряемых величин). Определение хлористых солей в нефти по ГОСТ 21534-76.

На основе результатов контрольных процедур, полученных во втором диапазоне (50 – 200) мг/дм 3 найдено значение характеристики погрешности = 7,2 мг/дм 3 , что позволяет с найденным фактическим значением рассчитать параметры контрольной карты Шухарта в абсолютных величинах на новый временной диапазон, осуществляя контроль погрешности на основе контрольных карт Шухарта, построенных для каждого диапазона.
Однако, знание фактических значений показателей качества позволяет на новый временной диапазон построить одну контрольную карту для контроля погрешности в приведенных величинах.
Расчет параметров контрольных карт в приведенных величинах
для контроля погрешности:
В качестве результатов контрольных процедур принимают:
Данные для построения контрольной карты для контроля погрешности с использованием СО в приведенных величинах приведены в таблице Е.4, контрольная карта приведена на рис. 4.
| Данные для построения контрольной карты Шухарта для контроля погрешности результатов испытаний с использованием СО (расчет в приведенных величинах) в диапазонах: (10 – 50) мг/дм 3 и (50 – 200) мг/дм 3) | ||||||
| Таблица Е.4 | ||||||
| Объект | Нефть | |||||
| Определяемый показатель | Массовая концентрация хлористых солей | |||||
| Методика испытаний | ГОСТ 21534-76 | |||||
| Единица измерения | Относ. ед. | |||||
| Период заполнения контрольной карты | 20.01.04 - 20.02.04 | |||||
| Пределы предупреждения (К про ) | ± 1 | |||||
| Пределы действия (К до ) | ± 1,5 | |||||
| Средняя линия (К сро ) | ||||||
| Аттестованное значение образца для контроля (С 1) | 48 мг/дм 3 | |||||
| Аттестованное значение образца для контроля (С 2) | 100 мг/дм 3 | |||||
| ± 2,7 | ||||||
| Приписанная характеристика погрешности результатов () | ± 7,2 | |||||
| Номер контроль-ной процеду-ры | Результат контрольного испытания | Результат контрольной процедуры | Выводы о несоответствии результата контрольной процедуры пределам действия или предупреждения | Результаты интерпретации данных контрольных карт, требующие корректирующих действий с целью обеспечения стабильности процедуры испытаний рабочих проб | ||
| 100,7 | 0,097 | |||||
| 51,6 | 1,333 | |||||
| 98,4 | -0,222 | |||||
| 48,5 | 0,185 | |||||
| 97,2 | -0,389 | |||||
| 47,2 | -0,296 | |||||
| 46,5 | -0,556 | |||||
| 99,1 | -0,125 | |||||
| 44,2 | -1,407 | Сверх предела предупреждения | ||||
| 92,3 | -1,069 | Сверх предела предупреждения | 2 из 3 последовательных точек вышли за пределы предупреждения | |||
| 50,4 | 0,889 | |||||
| 97,7 | -0,319 | |||||
| 49,4 | 0,519 | |||||
| 98,5 | -0,208 | |||||
| 48,1 | 0,037 | |||||
| 96,6 | -0,472 | |||||
| 46,1 | -0,704 | |||||
| -0,417 | ||||||
| 42,2 | -2,148 | Сверх предела действия | ||||
| 101,3 | 0,181 | |||||
| 47,5 | -0,185 | |||||
| 102,8 | 0,389 | |||||
| 47,9 | -0,037 | |||||
| 102,6 | 0,361 | |||||
| 48,7 | 0,259 | |||||
| 111,4 | 1,583 | Сверх предела действия | 1 точка - за пределом действия | |||
| 48,3 | 0,111 | |||||
| 101,9 | 0,264 | |||||
| 49,1 | 0,407 | |||||
| 103,8 | 0,528 | |||||

Рис. 4 Контрольная карта Шухарта. Контроль погрешности результатов испытаний с использованием СО (в приведенных величинах). Определение хлористых солей в нефти по ГОСТ 21534-76
Пример 2
Построение контрольных карт Шухарта по контролю погрешности и внутрилабораторной прецизионности (на основе применения метода добавок и использования для расчета нормативов контроля показателей качества результатов испытаний, установленных расчетным способом)
2.1 Испытания бензинов автомобильных по ГОСТ 29040-91 «Бензины. Метод определения бензола и суммарного содержания ароматических углеводородов» (методом газовой хроматографии)
Исходные данные:
Метод :ГОСТ 29040-91 «Бензины. Метод определения бензола и суммарного содержания ароматических углеводородов» (методом газовой хроматографии)
Метрологические характеристики метода :
Таблица Е.5
Устанавливают показатель точности и внутрилабораторной прецизионности результатов испытаний при реализации метода испытаний в ИЛ (ИЦ) (расчетным способом): осуществляется на основе одного эксперимента, число контрольных процедур (
![]() = 1,0
= 1,0 ![]()
Необходимое количество результатов контрольных процедур (L ), для оценки значений характеристик погрешности результатов испытаний, находят исходя из наибольшего из значений γ , воспользовавшись формулой ГОСТ Р ИСО 5725-1:
![]() ,
,
где А с – значение неопределенности оценки систематической погрешности метода (допустимое значение не более 0,33).
Значение L должно быть не менее 34.
Периодичность проведения контрольных процедур, временной диапазон устанавливают с учетом найденного числа L и рекомендуемого числа контрольных процедур за месяц, в зависимости от числа испытаний рабочих проб за месяц. При числе испытаний рабочих проб за месяц – 115, временной диапазон установлен 3,5 месяца (при выполнении 10 контрольных испытаний в месяц).
К к l
= ![]() – при контроле погрешности;
– при контроле погрешности;
Данные для построения контрольных карт Шухарта для контроля погрешности и для контроля внутрилабораторной прецизионности результатов испытаний (в единицах измеряемых содержаний) и результаты интерпретации данных контрольных карт приведены в таблице Е 6. Контрольные карты приведены на рис. 5 и 6
Данные для построения контрольных карт Шухарта для контроля погрешности, для контроля внутрилабораторной прецизионности результатов испытаний с использованием рабочих проб (в единицах измеряемых содержаний) и результаты интерпретации данных контрольных карт